
How does the HP Multi Jet Fusion (also known as MJF or HP 3D printing) work:

Click here to see the full video
The HP Multi Jet Fusion technology was developed and released by Hewlett-Packard (HP) in 2016. Utilizing their long history and deep technological understanding of the 2D printing industry HP was able to develop the MJF 3D Printing technology that has revolutionized the 3D Printing industry with its high quality, high production speed, and low cost per part. Multi Jet Fusion is a powder-based technology but does not use lasers like SLS. First, the powder bed is heated uniformly (this happens continuously throughout the build). A fusing agent is jetted out of 30,000 nozzles where particles need to be selectively molten as the print head moves across the build platform. A detailing agent is then jetted around the contours to improve part resolution and make edges “sharp”. High power lamps then pass over the surface of the powder bed, the jetted material captures the heat and helps distribute it evenly, this in turn selectively melts the material that the machine has been loaded with and forms a single layer of the part that is being produced. By repeating this process over and over, layer by layer, a part is built by the machine. When the MJF printing process is complete, the build box is removed from the HP Multi Jet Fusion 3D 4200 printer, loaded into the cooling station, and cooled for a few hours. An operator then carefully extracts each of the parts from the build box and removes the remaining powder using brushes, a vacuum, and compressed air.
Full video walk through of MJF: “How it works: HP Multi Jet Fusion 3D Printing“
Advantages over traditional 3D Printing processes:
MJF 3D printing technology is much faster than competing processes. Rather than tracing each individual detail in a build layer like SLS or SLA, MJF scans the entire surface on each pass at a consistent rate, regardless of how many parts are in that layer (similar to how a laser printer prints each page in a document). This provides build speeds several times that of competing technologies, even with larger quantities of parts in the build chamber of the machine. MJF is also able to produce parts with smaller / finer features then what SLS based printers are able to do.
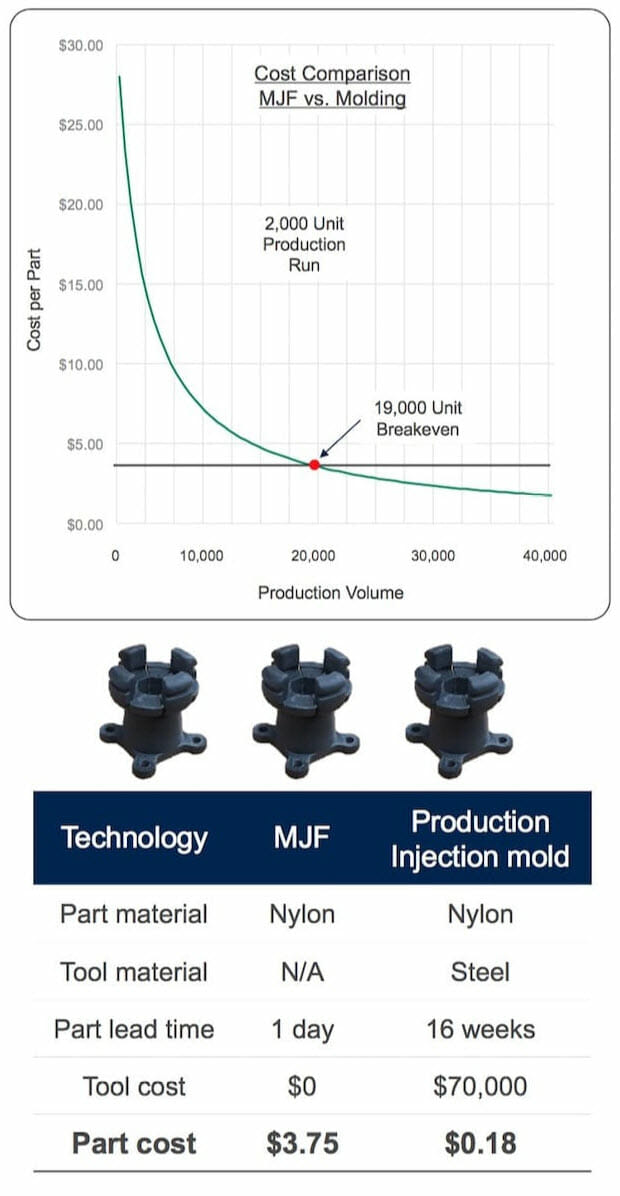
How MJF 3D Printing compares with injection molding and RTV urethane casting for short run / low volume manufacturing:
When using injection molding for low volume manufacturing there are multiple factors that can be limiting for manufacturers:
- Limited on what kind of part geometry’s can be molded by what is possible with the tooling design and also within the tooling budget
- High cost of building a complex injection mold
- Long lead time to get the injection mold built
- Costs associated with customizing the molded product, options for this include:
- Mold can be inserted but you are limited in what that can really be customized
- Also there is a cost from the tool room at the injection mold facility to do the insert change over
- A full on engineering change to the tool can be requested, but this is usually a one way street and is very expensive and time consuming
- Using a secondary process like CNC machining, laser etching, screen printing, ect. adds a cost in secondary equipment and labor
- Mold can be inserted but you are limited in what that can really be customized
MJF 3D printing can be an amazing solution to the problem of needing to make lower volumes of parts with difficult and expensive to tool features. The key thing to remember when you are considering Additive Manufacturing with MJF over RTV urethane casting and injection molding is that there is not a direct correlation between the complexity of your part and the price it costs to produce it. The MJF part cost is driven by the quantity ordered, the volume of the part, and how long it takes the machine to build it. Generally where MJF is most competitive in price is for Nylon plastic parts that are 6″ x 3″ x 6″ or smaller (there are some exceptions for larger parts).
With MJF there is no limit to the imagination of the part designer:
- There is NO TOOLING needed with MJF, production can start the same day we receive the part file.
- Need a part with no draft? No problem.
- Need a part with complex internal passages for air, water, or wires? No problem.
- Need a part with non mold-able features? No problem.
- Need to customize every part that is made with text, graphics, or even complete engineering changes to the part geometry? No problem.
MJF is capable of handling all of these challenging requirements and still being competitive on price, quality, and lead time with both RTV urethane casting and injection molding at lower volumes. A common question we get at Forerunner 3DP is “can 3d printing be used for mass production”? With the advent of MJF 3D Printing, the answer to this questions is now “YES”!
| Effective building volume | 15" x 11.2" x 15" (380 x 284 x 380 mm), bigger parts are possible with glue bonding |
| Layer thickness | 0.003" (0.08 mm) |
| Resolution | Minimum feature size of 0.020 in. (0.5mm) |
| Standard Accuracy | +/- .010″ for the first 1 inch, +/- .005″ per inch thereafter |
| Finish | MJF parts are a light gray color directly off the machine after post processing, our standard finish is to dye parts black |
| Building speed | 251 in³/hr (4115 cm³/hr) |
| Print resolution (x, y) | 1200 dpi |
| Software | Materialise Magics with Build Processor for MJF |
For more detailed information on the accuracy of MJF 3D Printed parts please see our post on the accuracy of 3d Printed parts.
Multi Jet Fusion Materials:
HP 3D High Reusability PA-12 Nylon PA-12 Nylon is an engineering grade thermoplastic that produces high-density parts with extreme dimensional accuracy and fine detail for functional prototyping and final parts. When PA-12 Multi Jet Fusion Materials are used in conjunction with the MJF process it produces more consistent mechanical properties in each direction of the printed parts geometry—far more so than other powder-based printers—a factor that’s especially desirable with multi-faceted, complex designs where strength and reliability is required everywhere throughout the part. This strong thermoplastic is ideal for complex assemblies, lattice structures, housing, enclosures and connectors, and optimal for post finishing processes. PA-12 Multi Jet Fusion Materials also have excellent chemical resistance to oils, greases, aliphatic hydrocarbons and alkalies. We currently offer MJF 3D Printing using HP 3D High Reusability PA-12 Nylon: More information on this material Click here for details on the chemical compatibility of PA-12 Nylon Certified for Medical, Engineering and Consumer Applications The nylon PA-12 and fusing agents used by Multi Jet Fusion printing is durable, versatile and functional—and they’ve got the certifications to prove it. nylon PA-12’s certifications include: USP Class I-VI and FDA’s Intact Skin Surface Devices guidance for biocompatibility and medical applications ISO 10993-5 and ISO 10993-10 tests for in vitro cytotoxicity and for skin sensitization REACH, RoHS and PAHs compliant for chemical safety UL 94 and UL 746A Certification for flame resistance HP 3D High Reusability PA-12 Glass Beads Nylon This 40% glass bead filled thermoplastic material produces stiff, functional parts. PA 12 GB has both optimal mechanical properties and high reusability, and provides dimensional stability. It’s ideal for functional applications requiring high stiffness like enclosures and housings, fixtures, and tooling across a variety of industries. More information on this material Estane® 3D TPU M95A Ultrasint TPU01 is especially suited for producing lattice structures opening unlimited design possibilities. Parts created from this thermoplastic polyurethane offer excellent part accuracy, a well-balanced and strong property profile as well as high flexibility and shock absorption at comparatively low cost. More information on this material One of the most important factors that makes the HP Multi Jet Fusion technology exciting is that it is an open platform for the materials it uses. Traditionally, 3D Printer manufacturers have worked off the old business model of “sell them a 3D Printer and then force them to use the materials that we sell for it“. This was done by locking up material categories with patents, encrypting machines so they require an authorized RFID chip to replace / refill the material, and overall market saturation that made it extremely difficult for anyone other then large multi-nation corporations to enter the space and compete with their marketing. HP is taking a totally different position on materials for MJF 3D Printing. They are allowing anyone who would like to develop a material for the platform to do so! “Four or five materials is not going to cut it. We need thousands of materials. This is where the open materials platform was born. There’s no way we have the resources to do that. Materials companies have been doing it for years and years.” This is a radical new development in the world of 3D Printing and has opened the door for traditional materials companies like Dow Chemical, BASF, Henkel, and others to begin to reformulate their most popular materials for the use in the HP Multi Jet Fusion process. In the near future it is expected that HP and its partners will begin releasing many different types of Multi Jet Fusion Materials for the MJF 3D printing process. Some examples that are know to be in the works are flame-retardant and glass-filled nylon, elastomers, and multiple colors in a single build. At Forerunner 3D Printing we are excitedly monitoring these efforts and will be adding new materials to our portfolio as they are released onto the market. Click here to learn more about HP’s open materiel platform. NOTE: Part made with MJF 3D printing can be dyed or sanded and painted to be a requested color or left raw (ash gray in color). Engineers and Designers who are planning to produce Multi Jet Fusion Parts benefit greatly from the extreme design freedom that this process affords. Unlike traditional manufacturing processes like injection molding and CNC machining where there are limits on what features can be designed into a part due to cost, set up, or tooling restrictions. MJF 3D Printing is an additive manufacturing process and therefore you are only limited by your imagination and a few very basic guide lines. Here is a link to our Multi Jet Fusion Parts Design Guide, it will offer you useful design tips for this 3D printing process as well as answers to many frequently asked questions about about the HP Multi Jet Fusion 3D printing process:
Mechanical properties Mechanical properties Usages and Properties Usages and Properties Tensile strength, max load, XY 6960 psi (48 MPa) Functional prototyping Excellent Tensile modulus, XY 247 ksi (1700 MPa) Medical bio-compatible (USP Class I-VI and US FDA guidance for Inact Skin Surface Devices) Excellent Elongation at break, XY 20% End-use parts Good Izod impact notched (@ 3.2 mm, 23 ºC), XYZ 3.5 kJ/m2 Dimensional stability Good Heat deflection temperature (@ 66 psi, 0.45 MPa) - Z 347 ºF (175 ºC) Impact Good Heat deflection temperature (@ 264 psi, 1.82 MPa) - Z 223 ºF (106 ºC) Look and feel Good
Mechanical properties Mechanical properties Usages and Properties Usages and Properties Tensile strength, max load, XY 4350 psi (30 MPa) Functional prototyping Excellent Tensile modulus, XY 406 ksi (2800 MPa) Medical bio-compatible (USP Class I-VI and US FDA guidance for Inact Skin Surface Devices) Being Tested Elongation at break, XY 6.5 % End-use parts Good Izod impact notched (@ 3.2 mm, 23 ºC), XYZ 2.7 KJ/m2 Dimensional stability Excellent Heat deflection temperature (@ 66 psi, 0.45 MPa) - Z 344 ºF (173 ºC) Impact Not Recommended Heat deflection temperature (@ 264 psi, 1.82 MPa) - Z 250 ºF (121 ºC) Look and feel Excellent
Mechanical Properties Values Unit Test method Specific Gravity 1.10 - 1.15 - ASTM D-792 Properties in X Properties in Z Hardness (5 sec) 90 90 Shore A ASTM D-2240 Abrasion Volume Loss 100 (140) 100 (140) mm3 DIN-53516 / ISO-4649 Tensile Strength 17 (11) 8 (5) MPa DIN-53504 / ISO-37 Elongation at Break 400 (180) 90 (30) % DIN-53504 / ISO-37 Tear Strength (Die C) 80 (80) 35 (33) KN/m ASTM D-624 Flexural Modulus 85 - MPa ASTM D-790 Dimensional Accuracy in XY +/- 1.0 mm Thermal Properties Thermal testing is still in the early phases, but this material can be heated to 392F (200C) for over 18 hours without melting (tensile strength will be reduced by 60% from a room temperature sample). When kept at or below 248F (120C) indefinitely there is a negligible effect to both tensile strength and elongation at break. Contact us for more detailed temperature effect data.
Dr. Tim Weber, Head of the HP 3D Open Platform Materials and Applications Lab 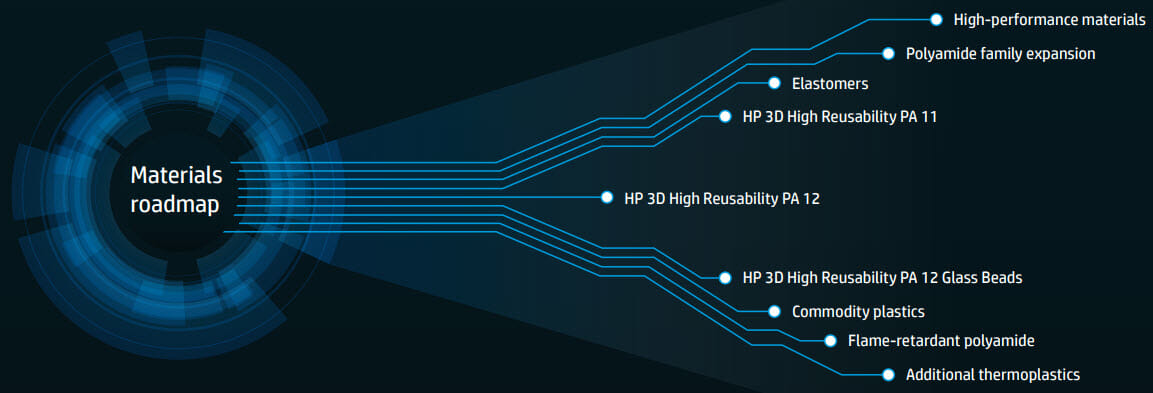
Examples of Multi Jet Fusion Parts:
HP Multi Jet Fusion manufactured end use & replacement parts:



HP Multi Jet Fusion manufacturing aids:





HP Multi Jet Fusion prototype & one off parts:



MJF 3D Printing Design Guide:
Allows for sharp internal corners (non machinable on a CNC) MJF parts and be drilled and tapped for threads or have helicoils installed in them MJF parts have mechanical properties that rival injection molded parts the in X,Y, & Z directions Air / vacuum / liquid lines printed into the part If the thread is over ½” in size, the threads can be printed directly into the part NO TOOLING COST & no need to recut tooling for engineering changes, just send us a new CAD file Print in hidden wiring channels with unlimited 3D freedom in the part Multi part assemblies can be combined into a single part and printed MJF enables quick go-to-market strategy’s for new products by allowing you to go from prototype into production the next day No draft required on the part Complicated and highly detailed design don’t require expensive and long lead time tooling or fixturing Individualized serial numbers can be printed into each piece that is being made Reduce weight by making the inside of the part a honeycomb structure MJF is able to print textures directly into the surface of the part The material cuts just like billet Nylon allowing for secondary machining if needed MJF does a great job with assemblies, living hinges, snap fits, and pin hinges.
Click here to go to the 3D Printing Machines & Materials page
Have questions?
Contact us:
Sales@Forerunner3d.com – 231.722.1144