In the past, companies that wanted to produce a plastic product first had to create tooling or molds before producing a single end-use product. When considering a target distribution quantity of less than 5,000 – 10,000 units, the cost associated with an injection mold tool can become a roadblock. For example, an injection mold for a simple small part that you could hold in the palm of your hand can easily reach into the $10,000+ range. If the part is larger, say something you needed two hands to hold that also requires some complexity in the tool design (lifters or slides for undercuts) the tooling costs could easily reach $100,000+. Also the wait time for a mold to be fabricated can stretch from 12 up to 24 weeks depending on its size and complexity. All of this makes it very difficult to justify the expense and lead time of an injection mold for low volume production runs. This is where 3D printing for low volume production / bridge production starts to become a cost effective, faster, and a more flexible solution for the low volume production of plastic parts.
Case Studys on using 3D printing for low volume production:
StaBowMount – Compound Bow GoPro Mount
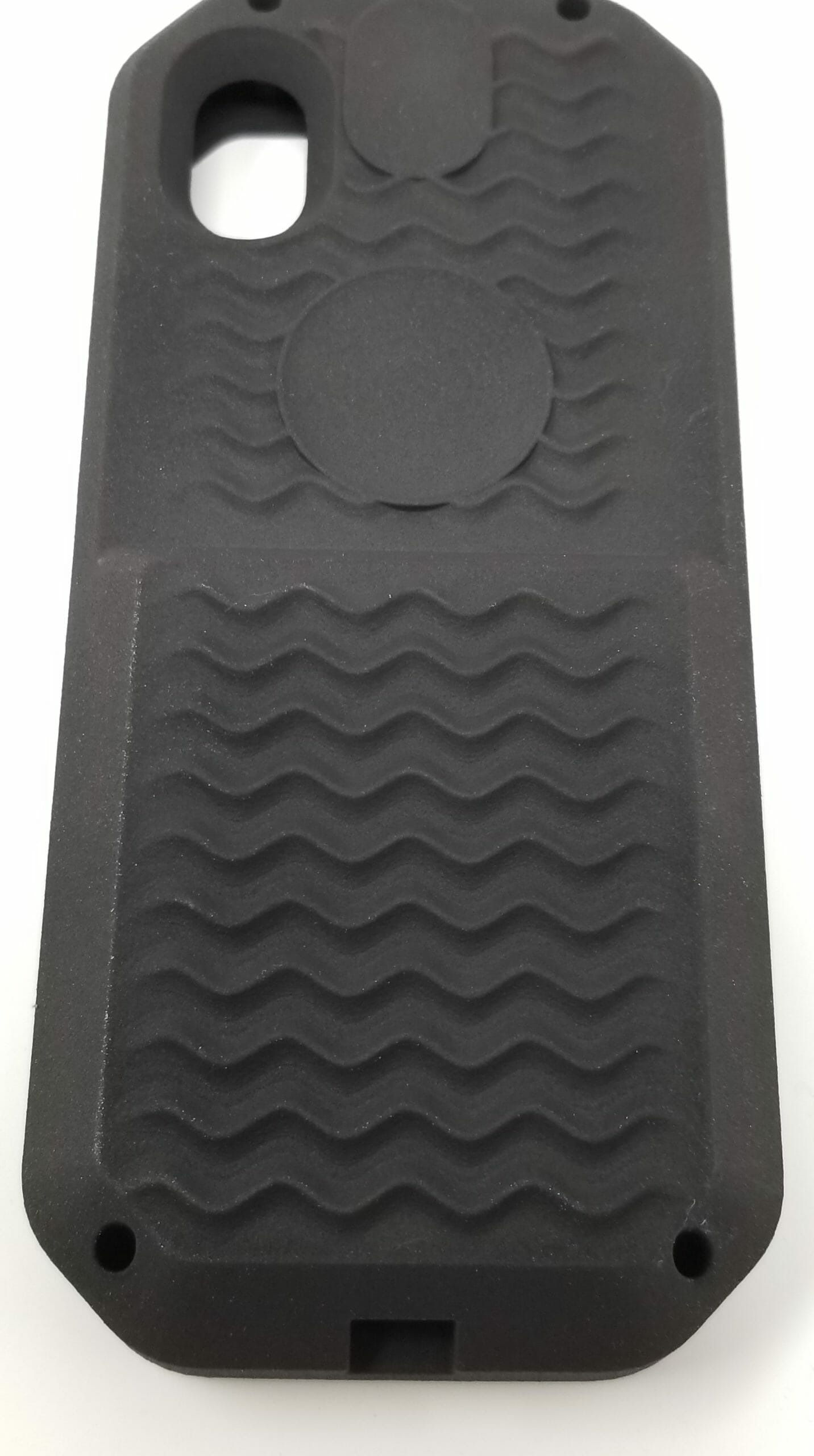
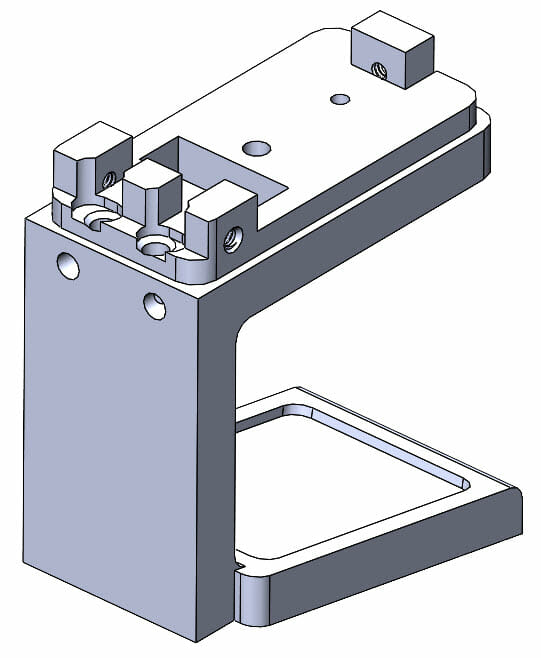
The StaBowMount is a product designed to attach a GoPro camera onto the front of a compound bow. Initially, a traditional injection molding production method was planned for but due to limited demand for this product (500-1000 parts per year) and high tooling costs ($35,000 for a single cavity tool with a slide action) another route for manufacturing was sought out. After researching other production options 3D printing for low volume production (also called additive manufacturing) emerged as the best option for the making of this product.




Cost:
The StaBowMount had a target retail price of $30. When the numbers were crunched on injection molded low volume production vs 3D printed low volume production here is what was found:
| Injection Molding | 3D Printing | |
| Tooling Cost | $35,000 | $0 |
| Per Part Cost | $4 | $12.72 |
| Minimum Order Quantity Allowed | 1000 | 187 |
| Projected Yearly Sale Volume | 1000 | |
| Number of years to amortize tooling over | 4 | |
| Per part cost over 4 years of production | $13 | $12.72 |
| Total units produced over 4 years | 4000 | 4000 |
When calculated at the high end of the projected sales volume of 500 – 1000 units per year, manufacturing these parts with 3D printing would allow for a cheaper per part cost until well into year 4 of the production run. This also assumes that the injection mold does not get damaged, worn, or require any engineering changes in that 4 year period, any of which could easily push the break even point out even further. Another cost factor to consider is the minimum order quantity of each production method. The per part cost from an injection molding company begins to soar once the quantity drops below 1000 units due to the expense of setting up the press and loading it with material. With 3D printing the best per unit price is achieved when the machine is filled with parts and run, in the case of the StaBowMount, this point was hit at the 187 part mark. This dramatic reduction in minimum order quantity over traditional injection molding allows for much smaller orders to be placed in the early days of a new product launch when demand is still unknown and inventory may not be moving quickly.
Speed:

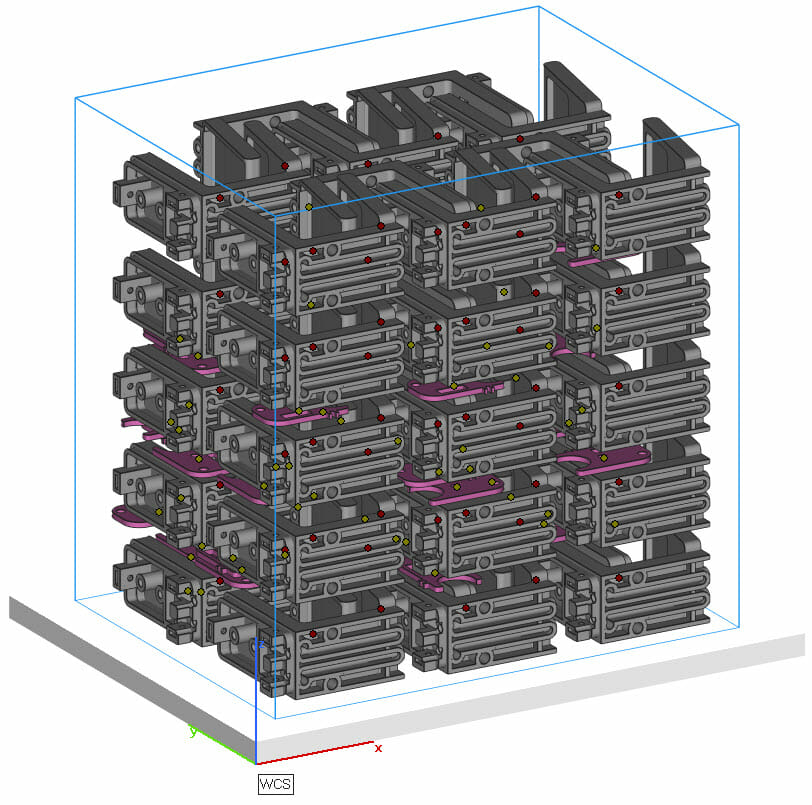
Another advantage of producing the StaBowMount with 3D printing for low volume production is the speed at which the parts can be produced. The image in this section show a fully nested build platform of 187 parts, this density is what allows MJF 3D Printed parts to be cheaper then other 3D printing processes. Here is a break down of the production schedule with injection molded low volume production compared to 3D printed low volume production:
| Injection Molding | 3D Printing | |
| Time required to build tooling (Weeks) | 12 | 0 |
| Time required to produce a 1000 part order (Days) | 3 | 12 |
| Total lead time to deliver first order of parts (Days) | 87 | 12 |
Design Flexibility:
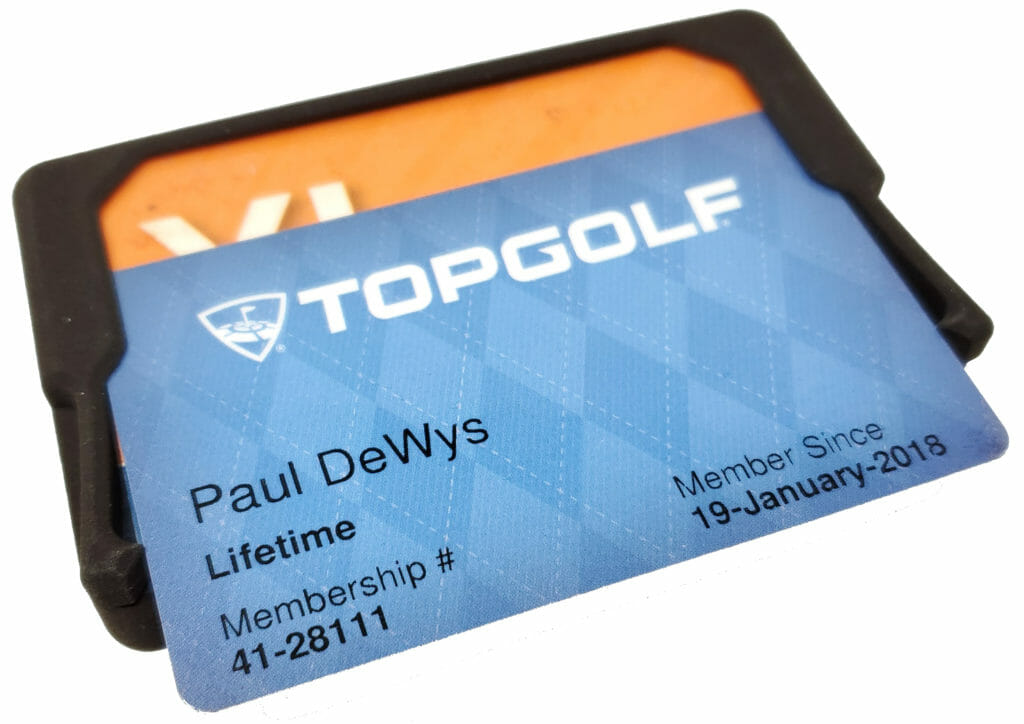
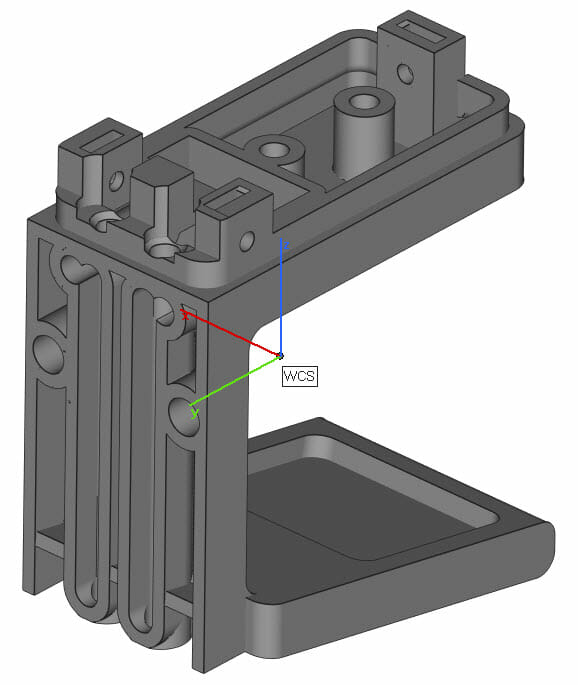
One of the biggest benefits of 3D printing for low volume production is that the part design can be changed at any time. For example, after the initial run of 1000 StaBowMounts, the decision was made to add the name of the product onto the side of the part. If this part was being produced with an injection mold, this would have required a major engineering change to the injection mold tooling that would have cost $8,000 and 4 weeks of down time. But with 3D Printing not only was there no cost for a tooling change, it ended up saving the customer money on each part due to the fact that the part now required less materiel to 3D print.
The key thing to remember when producing parts with 3D printing is that PART COMPLEXITY IS FREE due to the lack of tooling needed to produce the part.
| Injection Molding | 3D Printing | |
| Draft required on walls? | Yes | No |
| Consistent wall thickness required throughout the part? | Yes | No |
| Undercuts in part require extra cost to make? | Yes | No |
| Huge variety of materials available? | Yes | Nylon PA-12, TPU Rubber, Nylon PA-12 40% Glass |
| Is the part strong in all directions? | Yes | Yes |
| Can air or wire passages can be built into the walls of the part? | No | Yes |
| Do engineering changes cost time and money? | Yes | No |
| Can multiple parts be manufactured pre assembled? | No | Yes |
| Can each part be indiviualized wtih text, serial number, or logo? | No | Yes |
| Can weight be reduced by honeycombing the inside of the part? | No | Yes |
| Part will have knit lines, sink marks, and ejector pin marks? | Yes | No |
| Does part complexity drive cost? | Yes | No |
Case Study on using 3D printing for bridge production:
Defense Dispense Parts
In March of 2020 the Covid 19 virus swept into the United State grinding our manufacturing sector to a halt due to shelter in place orders and a lack of basic protective equipment and sanitation gear. GP Reeves, one of Forerunner 3D Printings traditional additive manufacturing customers, saw an opportunity to help by adapting one of their standard products to dispense hand sanitizer.
It was determined that the initial design would be built using readily available manufacturing methods that were accessible to GPR either inhouse or from local suppliers. At the same time, a more mass producible version that utilized injection molding would also be developed in parallel. The initial prototype that would prove out the design as well as be the model that would be used for bridge production was originally designed with CNC machining in mind for a large base component that was needed. It was quickly determined that this component would be expensive, complex, and time consuming to produce with CNC machining. After looking at various options additive manufacturing using HP MJF technology was evaluated. A few rounds of design for additive manufacturing changes to the CAD design were made and a few prototypes were built after which GPR decided to use 3d printing for its bridge production of 500 units.
50 of these base components were able to be packed into a single MJF build at a time. This enabled a production run rate of 50 units every 16 hours after an initial 2 days of ramping up the bridge production. In all 575 of these parts were produced over 12 days of continuous production. In addition to these components an additional 50 smaller parts that would have normally been produced using laser cut sheet metal were able to fit into the open voids of this build and were also produced for a small addition in the overall cost of each build. After this large 575 part production run was completed a smaller run of 150 12v battery adapters were also ordered to enable an additional use case for the defense dispense.



While the HP MJF Machine was busy with this bridge production run F3DP was also helping out with a SLA prototype printed in NeXt material. This prototype was utilized by GPR to validate their part designs for the injection molded version of the design prior to a tool being built.



In conclusion, 3D printing bridge production enabled GPR to get product to market weeks ahead of what they would have been able to do using either traditional manufacturing methods like CNC machining or waiting for the completion of an injection mold. This lead enabled them to get critical sanitation equipment to their customers while also allowing them to establish an early lead in the market for this equipment. It also allowed their sales team to determine the level of demand in the market for this product in order to help justify tooling costs. Once their injection mold was complete they were able to release a version 2.0 of the Defense Dispense unit into the market that was more mass producible in larger quantities (10,000 per month).