
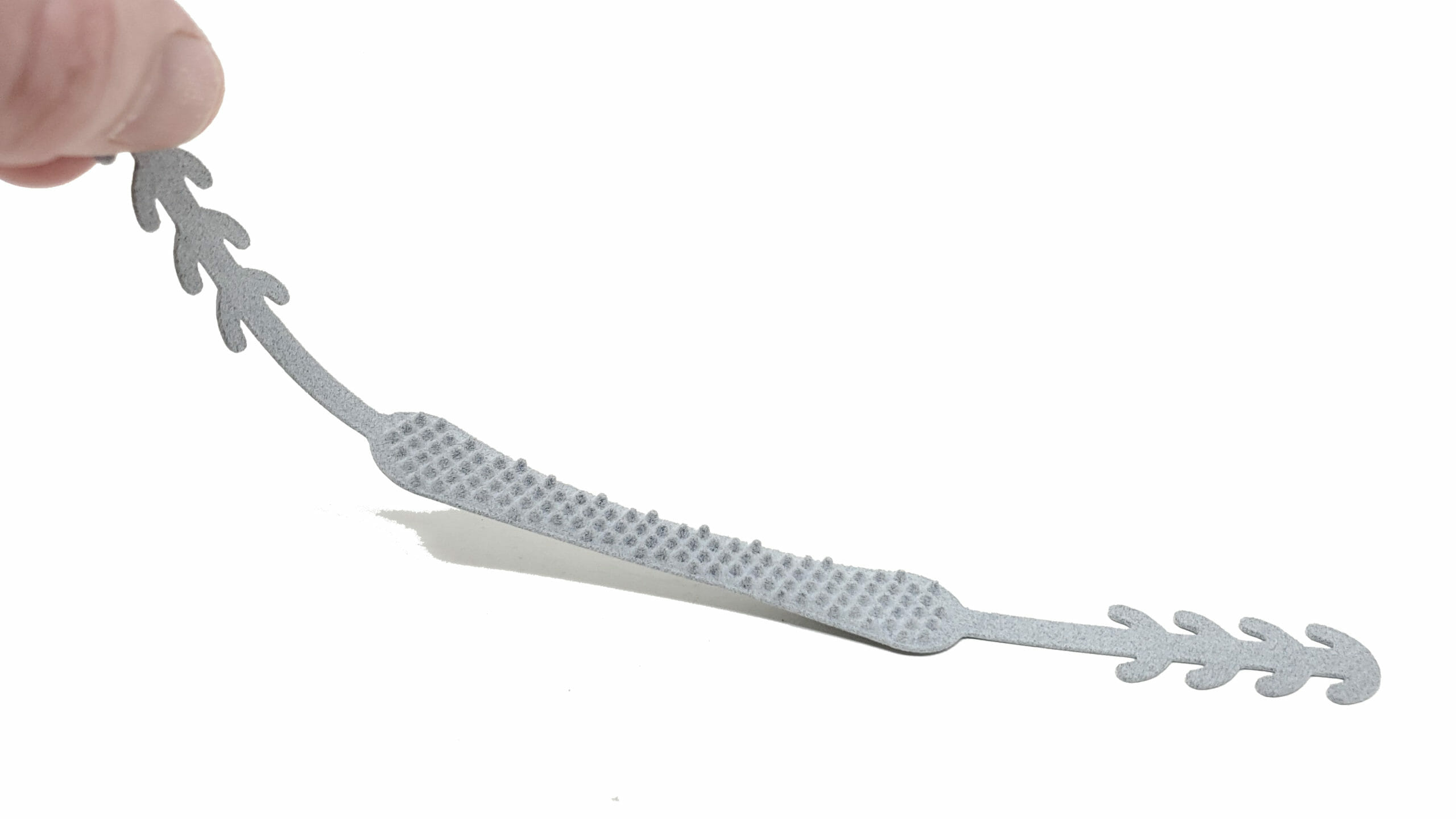
TPU Rubber is a multi-purpose material for application using the HP Multi Jet Fusion 3D Printing system. 3D printed TPU parts produced with this material offer a balanced property profile with good flexibility, shock absorption and the possibility to print very fine structures with a high level of detail. In addition, the material is easy to print, and has good UV and hydrolysis resistance. This material is only available for 3D printing on the HP Multi Jet Fusion printer.


How to design flexible 3D Printed TPU Rubber Parts
Examples of other 3D Printed TPU Rubber For Automated Equipment






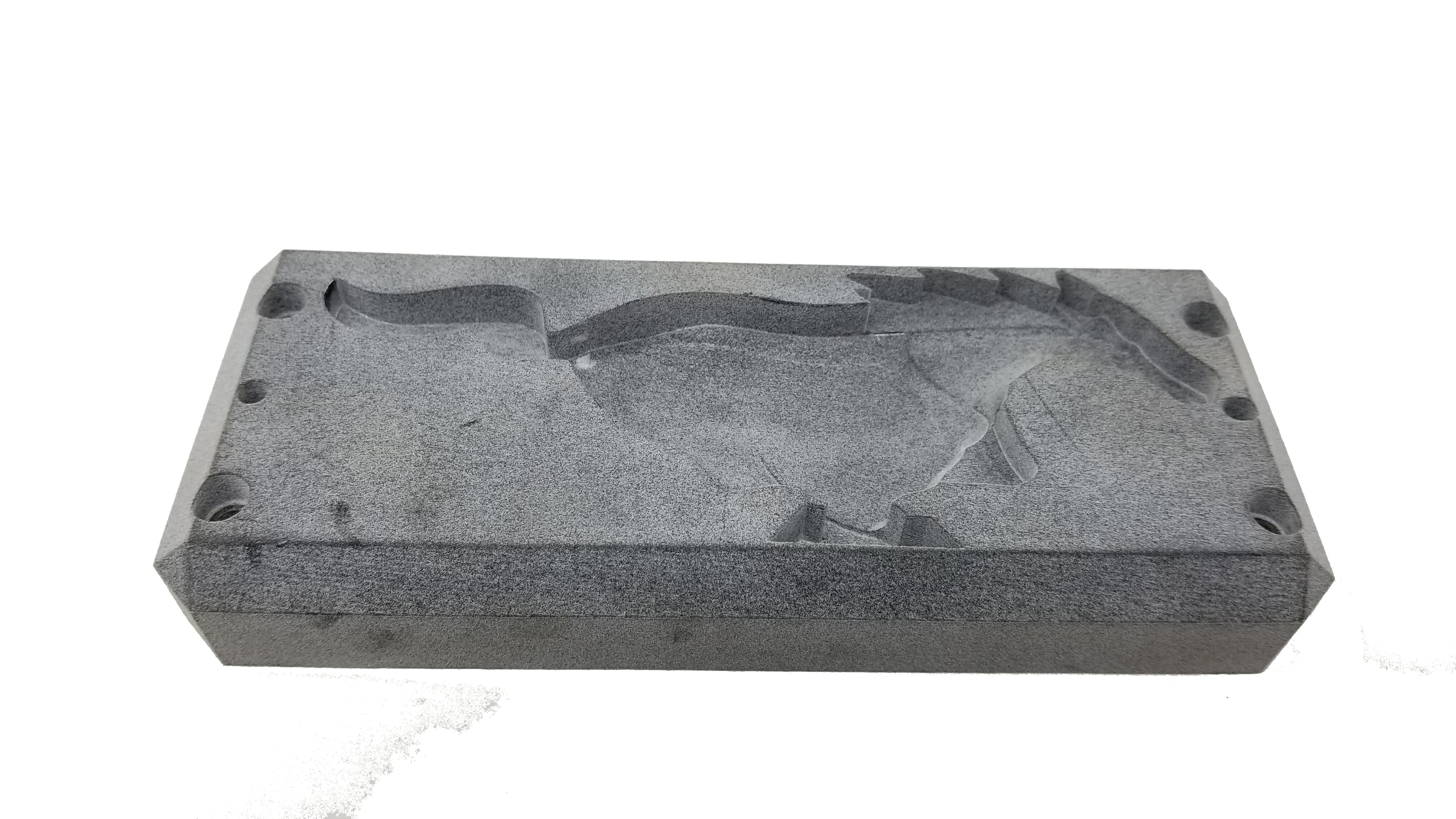







The gallery shown above showcases one of the early killer applications being pioneered by Forerunner 3D Printing. Using 3D Printed TPU Rubber to produce Class A safe nesting for part handling in automated equipment. One of the major pain points for machine builders has always been how to hold on to parts that are painted, chromed, or have a delicate molded in finish without scratching them during assembly. The industry standard solution has been either using machined Delrin, UHMW nesting details, or poured urethane nests in a soft durometer urethane rubber.
With the advent of class A safe 3D printed TPU Rubber machine builders have started to heavily utilize this material due to the freedoms it affords designers like:
- All the rules around how to design nesting blocks for either machining or casting can be ignored
- Exotic features like built in air / vacuum / fluid line and sensor wireways can be added internally to nests
- MJF technology is able to produce batches of TPU Rubber nesting details at a lower cost than either machining or casting of nests
- Lead times for batches of 10 parts or more using MJF printable TPU Rubber are usually shorter than that of traditional machining or casting manufacturing process’s
- Material can be Vapor Smoothed to be a very smooth surface finish just like that of traditional cast urethane.
Examples of other types of 3D Printed TPU Rubber parts













Common end use parts that are 3D printed in TPU material:
- Flexible parts like tubes, hoses, and ducts
- Caster or small rim rubber wheels / tires
- Grips for things like bikes, consumer products, and sporting goods
- Custom shock absorbers and springs
- Flexible lattice structures
- All types of rubber or TPU automotive parts (material is strong enough to work on end use parts)
- Shoe soles, orthopedic inserts, orthodontic applications
- Specialized plugs and connectors for electrical / pneumatic applications
- Custom gaskets, seals
- Functional and design prototypes
Low volume / bridge production potential of MJF 3D printed TPU
Traditionally, rubber part manufacturing has required either the use of either an injection molding or urethane casting process to produce volumes of parts. With the introduction of this new 3d printable rubber coming onto the market a wide range of new possibilities for 3D printed rubber products is now viable. Unless a product is specifically design for production using additive manufacturing (non moldable features) typically larger volumes (5000+) of parts are made using an injection molding process and traditional (expensive) steel tooling. But additive manufacturing can be used as a bridge production method or even as the final manufacturing method for products whose volumes will never reach a level where tooling becomes economically viable.
For a much deeper dive into the low volume / bridge production potential of MJF 3D printing please check out our page on the topic. Even though the current examples are for PA-12 the information is all applicable to low volume / bridge production of TPU Rubber parts using MJF 3D printing.
Estane 3D TPU M95A-545 OR UV – Application Example
| Design Characteristics | Value | Unit | 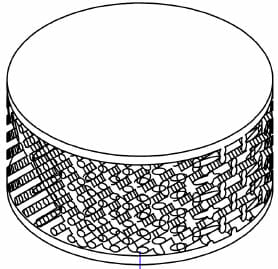 | |
| Outside Diameter | 50 | mm | ||
| Lattice element diameter | 1.5 | mm | ||
| Center to Center distance | 4 | mm | ||
| Solid plate thickness | 2 | mm | ||
| Physical Properties of Printed Part | Values | Unit | Test method | |
| Properties in XY | Properties in Z | |||
| Vertical Resiliency | 52 | 53 | % | ASTM D-2632 |
| Swing-arm Resiliency | 55 | 57 | % | DIN-53512 |
| Compression Set at Room Temp | 18 | 17 | % | 50% Deflection for 6 hrs |
| Compression Set at 50 °C | 30 | 19 | % | 50% Deflection for 6 hrs |
TPU Rubber is especially well suited for producing lattice structures, this opens up unlimited design possibilities. Parts created from this thermoplastic polyurethane offer excellent part accuracy, a well-balanced and strong property profile as well as high flexibility and shock absorption at low cost when compared to competing technologies like SLS, CLIP, and PolyJet.
TPU Rubber Material Properties
- Vacuum tight to 27 inches of mercury (test part had a .093″ thick wall)
- This is the standard amount of vacuum used for automated equipment applications
- Thinner walls for suction cups are viable with proper design
- Pressure tight up to 80PSI (test part had a .093″ thick wall)
- Higher pressures are achievable with proper part design and safety testing
- High precision and detail resolution
- High elongation at break
- Good shock absorption
- Rubber-like elasticity
- High wear resistance
- High thermal stability
- Excellent surface quality (very smooth)
- Available in grey (raw) or black (dyed)
- Can be Vapor Smoothed to get an improved surface finish and a smooth surface finish
- ESTANE 3D TPU M95A has passed skin sensitization and cytotoxicity tests in accordance with ISO 10993-5 and 10993-10.
- TPU can be Cerakoted to achieve many different colors in a durable finish
Is TPU Rubber Wear resistant?
ESTANE® 3DP TPU M95A provides excellent abrasion resistance for a 3D printed elastomeric material. The high level of abrasion resistance makes M95A 3D TPU suitable for a wide variety of industrial jigs and fixtures where parts are required to endure a high number of use cycles.
F3DP has done extensive sandblasting mask testing using this material with impressive results, more information on that can be found HERE.
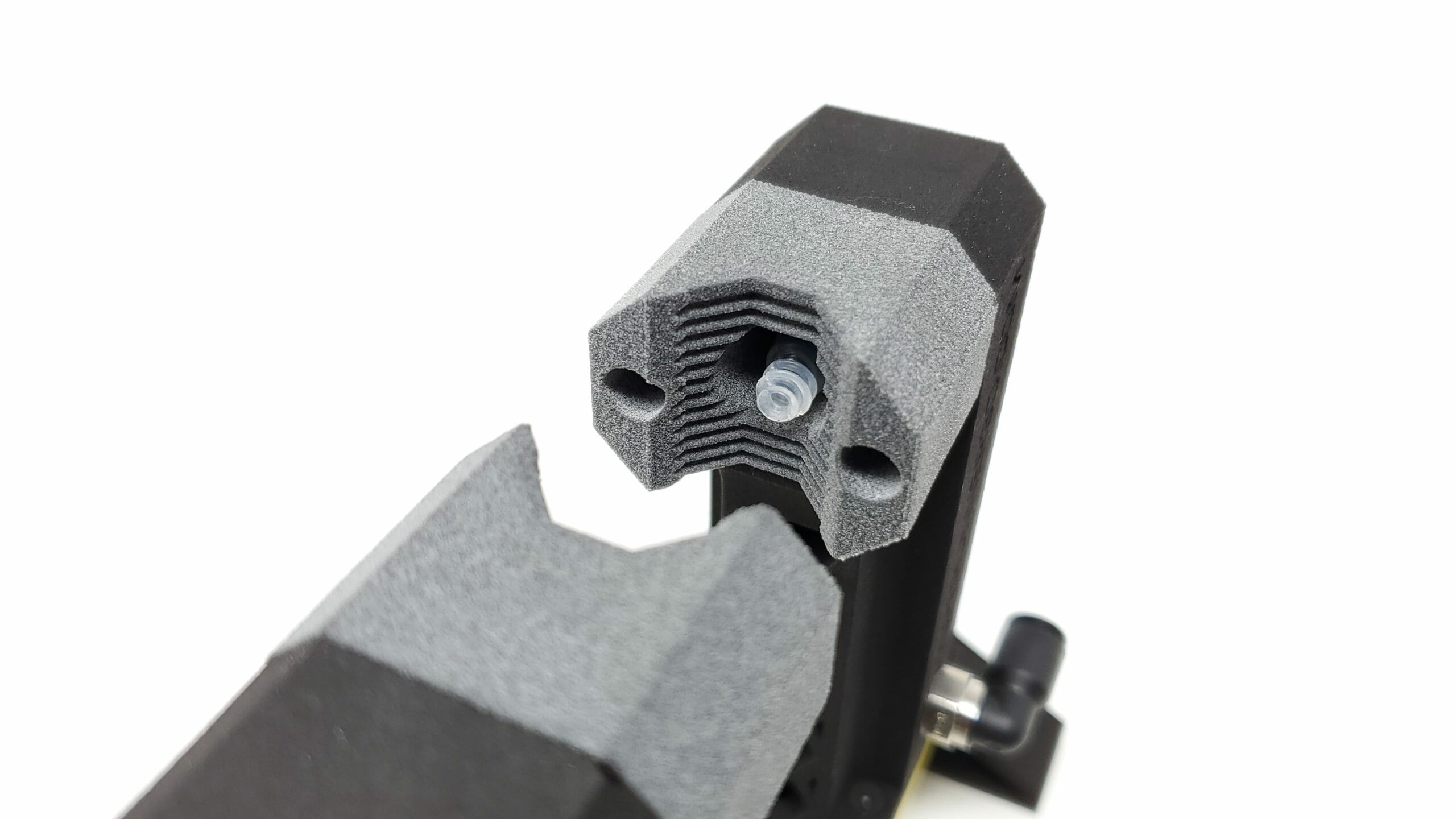
Are Nests Printed In TPU Rubber Safe For Parts With Class “A” Surface Finishes (Painted / Chrome)?
Real world test showing that a TPU nest will not scratch an injection molded part that is being sonic welded
ESTANE® 3DP TPU M95A was used to produce this nest to hold an injection molded part that had a requirement for the surfaces not to get scratched during sonic welding. But due to the sonic welder needing to press down on the part during the welding process the nest also needed to be stiff enough not to collapse. ESTANE® 3DP TPU M95A was the perfect solution, soft enough not to scratch the part, but stiff enough to support it during the welding operation.
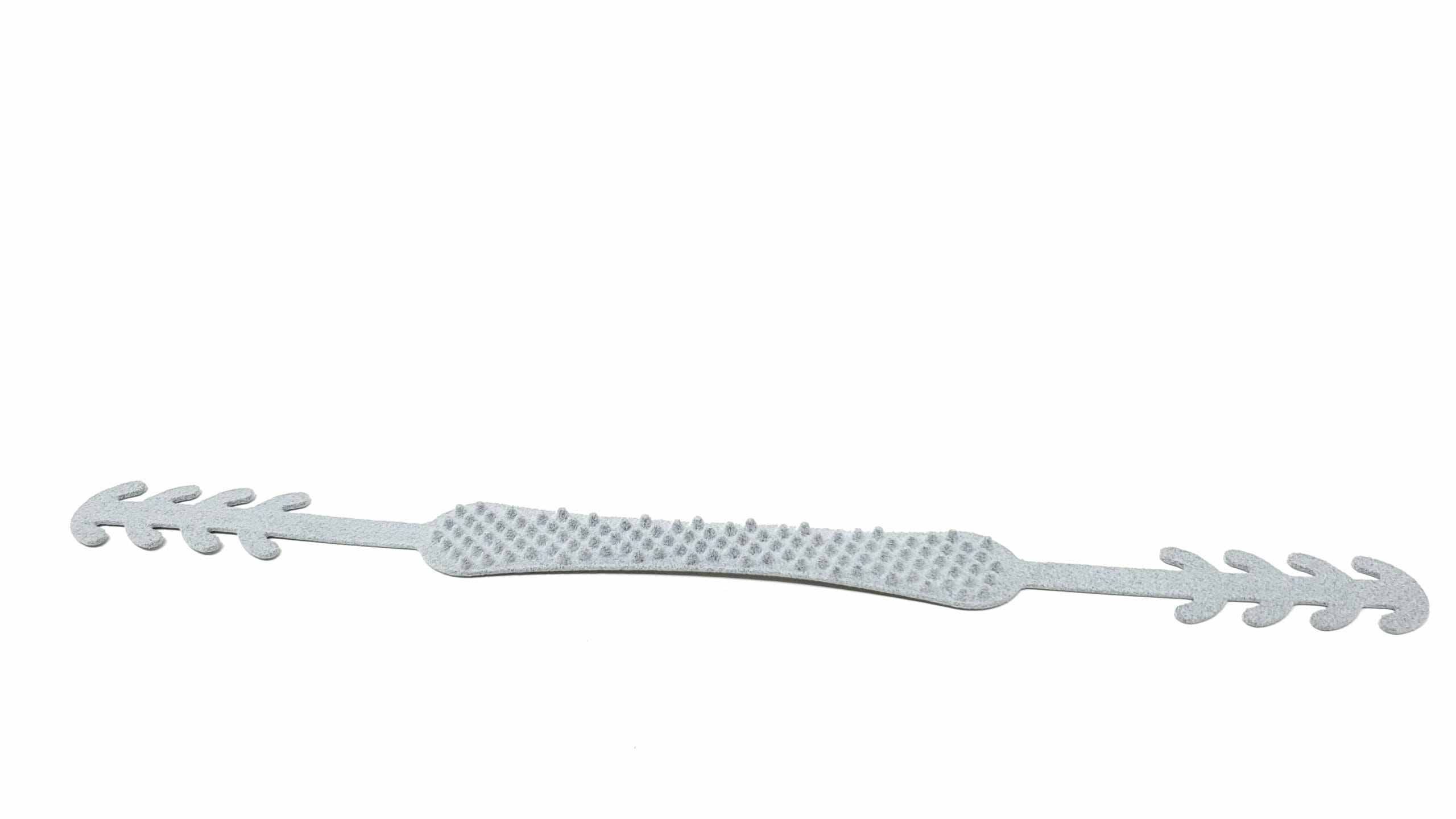
Are 3D Printed living hinges possible with 3D Printed TPU?
Is 3D Printed TPU able to be used for holding pressure or vacuum?
Are 3D Printed TPU suction cups possible?
Is 3D Printed TPU Rubber Heat resistant?
ESTANE® 3DP TPU M95A provides a high level of temperature resistance for a 3D printed elastomeric material. During material testing M95A 3D TPU printed parts survived exposure for 18 hours at 200°C
What is the Tensile Strength of 3D Printed TPU Rubber?
ESTANE® 3DP TPU M95A provides a high level of elongation before failure. This makes M95A 3D TPU suitable for a wide array of applications that require flexibility and elasticity.
What is the Compression Rebound / Resistance of 3D Printed TPU Rubber?
ESTANE® 3DP TPU M95A is an elastomeric material that can offer low levels of permanent deformation following prolonged periods of compression depending on 3D part design and geometry.
Estane® 3D TPU M95A-545 OR UV Material Data
| Mechanical Properties | Values | Unit | Test method | |
| Specific Gravity | 1.10 - 1.15 | - | ASTM D-792 | |
| Properties in X | Properties in Z | |||
| Hardness (5 sec) | 90 | 90 | Shore A | ASTM D-2240 |
| Abrasion Volume Loss | 100 (140) | 100 (140) | mm3 | DIN-53516 / ISO-4649 |
| Tensile Strength | 17 (11) | 8 (5) | MPa | DIN-53504 / ISO-37 |
| Elongation at Break | 400 (180) | 90 (30) | % | DIN-53504 / ISO-37 |
| Tear Strength (Die C) | 80 (80) | 35 (33) | KN/m | ASTM D-624 |
| Flexural Modulus | 85 | - | MPa | ASTM D-790 |
| Dimensional Accuracy in XY | +/- 1.0 | mm | ||
| Thermal Properties | ||||
| Thermal testing is still in the early phases, but this material can be heated to 392F (200C) for over 18 hours without melting (tensile strength will be reduced by 60% from a room temperature sample). When kept at or below 248F (120C) indefinitely there is a negligible effect to both tensile strength and elongation at break. Contact us for more detailed temperature effect data. | ||||
Looking for information on the chemical compatibility of this material?
Check out our page on this topic!
Click here for a downloadable version of this material data sheet.
Click here for more info from Lubrizol on this material