
How does SLA 3D Printing work:

The term “stereolithography” also referred to in the 3D Printing industry as SLA 3D Printing, was coined in 1984 by Chuck Hull when he filed his patent for the process. Chuck Hull patented stereolithography as a method of creating 3D objects by successively “printing” thin layers of an object using a medium curable by ultraviolet light, starting from the bottom layer to the top layer. Hull’s patent described a concentrated beam of ultraviolet light focused onto the surface of a vat filled with a liquid photopolymer. The beam is focused onto the surface of the liquid photopolymer, creating each layer of the desired 3D object by means of crosslinking. It was invented with the intent of allowing engineers to create prototypes of their designs in a more time effective manner. After the patent was granted in 1986, Hull co-founded the world’s first 3D printing company, 3D Systems, to commercialize it. In 1988 the Somos brand of stereolithography materials was created a DuPont. This business unit was later sold off 1999 to DSM who then went on to develop the Somos NeXt material, Somos WaterShed XC 11122 material, and Somos Taurus material that we use in our machines at Forerunner 3DP today.
Why choose SLA 3D Printing:
When you need a part printed yesterday and delivered right now, Stereolithography is what you want to be looking at. It’s a technology that produces great looking models with impeccable surface quality, intricate details, all on parts ranging in size from the very smallest to huge. When lead times must be kept short SLA 3D Printing is a go to technology for us at Forerunner 3DP.
For more detailed information on the accuracy of SLA 3D Printed parts please see our post on the accuracy of 3d Printed parts.
| Prototypes for limited functional testing | Used as 3D printed mold masters for manufacturing techniques such as RTV Urethane Casting and Vacuum Forming |
| General use prototypes | Patterns for metal investment casting |
| Large / Oversize prototypes | Anatomical models |
| Clear lenses | Medical models |
| "Show and tell” parts with smooth surfaces and fine details | Architectural models |
| Visual prototypes for photo shoots and market testing | Base parts for model making activities (sand, paint, and prime) |
SLA 3D Printing Materials:
NeXt: An extremely durable stereolithography (SLA) 3D Printing material that creates parts ready for functional testingSomos NeXt

Is a highly durable stereolithography material which produces very accurate parts with high feature resolution. This material is ideal for the production of tough, complex parts that also exhibit excellent moisture and thermal resistance. Somos NeXt has a look and feel that is almost indistinguishable from finished traditional thermoplastics, making it perfect for building parts and prototypes for functional testing applications — resulting in time, money and material savings during product development. Somos NeXt is an outstanding material for industries such as aerospace, automotive, medical, consumer products and electronics.
| Key Benefits | Ideal Applications | |
| Superior strength and durabilit | Tough, functional end-use prototypes | |
| Exceptionally versatile | Snap-fit designs | |
| Thermoplastic-like performance, look and feel | Jigs and fixtures | |
| ABS like | Packaging and sporting goods |
| Mechanical / Thermal Properties | Mechanical Properties | Mechanical Properties | Mechanical Properties |
| ASTM Method | Property Description | Metric | Imperial |
| D638M | Tensile Modulus | 2,430 MPa | 352 ksi |
| D638M | Tensile Strength at Yield | 42.2 MPa | 6.1 ksi |
| D638M | Tensile Strength at Break | 32.8 MPa | 4.8 ksi |
| D638M | Elongation at Break | 9% | 9% |
| D638M | Elongation at Yield | 3% | 3% |
| D638M | Poisson’s Ratio | 0.43 | 0.43 |
| D790M | Flexural Strength | 69.3 MPa | 10.1 ks |
| D2240 | Flexural Modulus | 2,470 MPa | 358 ksi |
| D256A | Izod Impact (Notched) | 50 J/m | 0.94 ft-lb/in |
| D2240 | Hardness (Shore D) | 82 | 82 |
| D648 | HDT @ 0.46 MPa (66 psi) | 56°C | 133°F |
| D648 | HDT @ 1.81 MPa (264 psi) | 50°C | 122°F |
Accura ClearVue

Utilized in a variety of demanding applications Accura ClearVue for SLA is a clear and colorless 3D printing material. Formulated for ease-of-processing, exceptional detail and smooth surface finish, strength, durability and moisture resistance, it simulates the properties and appearance of Polycarbonate and ABS. This unique combination of clarity, material properties and processing speed makes Accura ClearVue a high performing and cost-effective choice for aesthetic and functional prototypes used to improve product development efficiency of consumer goods, automotive, aerospace and medical components.
| Key Benefits | Ideal Applications | |
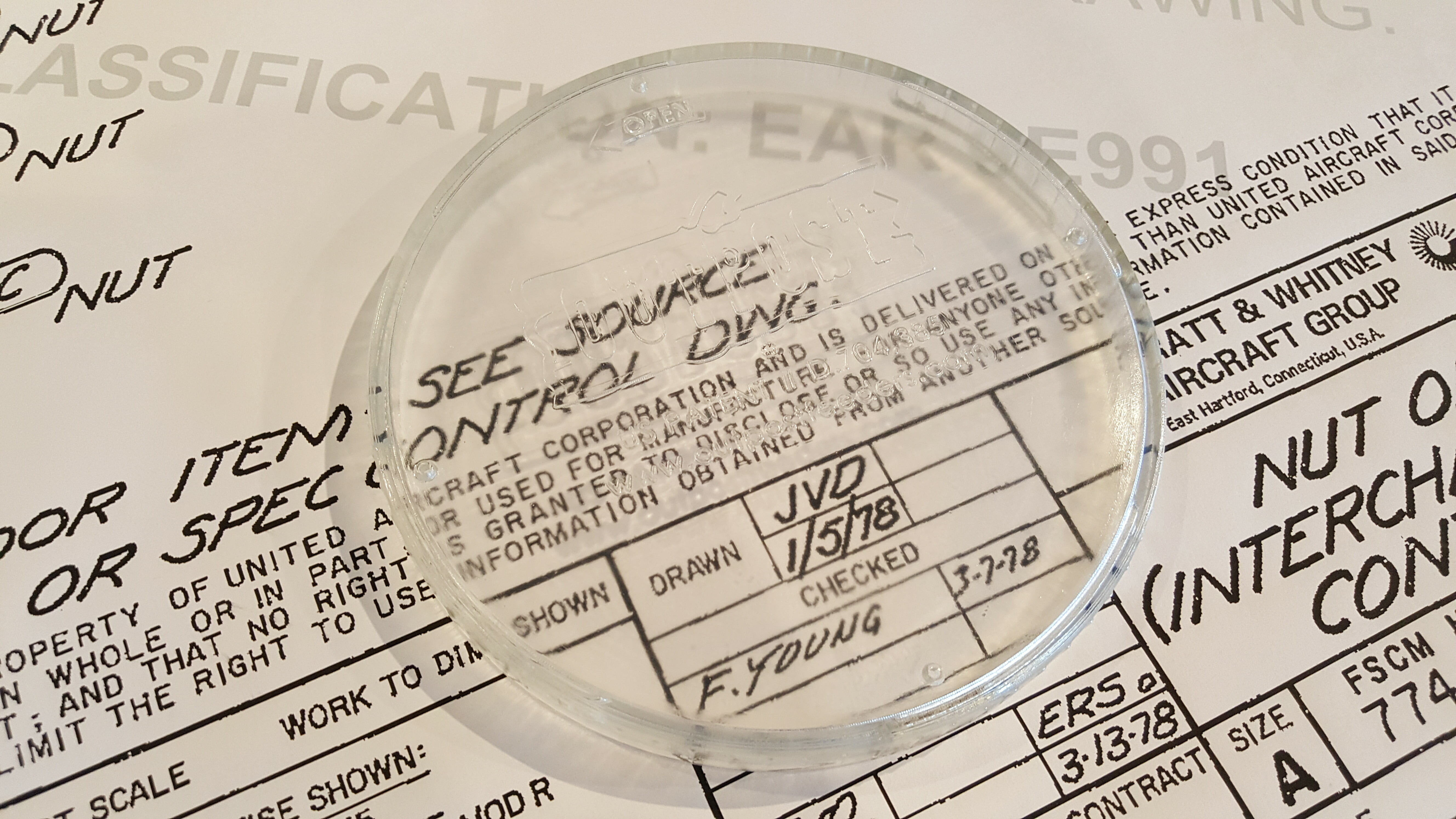
| Best-in-class optical clarity | Lighting, lenses, and light pipes | |
| Part stability and water tightness | Fluid flow visualization models | |
| Applications versatility | Transparent assemblies | |
| Beautiful transparent parts | Packaging/bottles | |
| Ease-of-use and fast processing | Medical models and devices (USP Class VI capable) |
| Mechanical / Thermal Properties | |||
| ASTM Method | Property Description | Metric | Imperial |
| ASTM D 638 | Tensile Strength (MPa/PSI) | 46-53 | 6700-7700 |
| ASTM D 638 | Tensile Modulus (MPa/KSI) | 2270-2640 | 329-383 |
| ASTM D 638 | Elongation at Break (%) | 3-15 % | |
| ASTM D 790 | Flexural Strength (MPa/PSI) | 72-84 | 10400-12200 |
| ASTM D 790 | Flexural Modulus (MPa/KSI) | 1980-2310 | 287-335 |
| ASTM D 256 | Impact Strength (J/m /Ft-lbs/in) | 40-58 | 0.7-1.1 |
| ASTM D 648 @ 66 PSI | Heat Deflection Temp | 51 °C | 124 °F |
| ASTM D 648 @ 264 PSI | 50 °C | 122 °F | |
| Hardness, Shore D | 80 |
3D Systems Accura 25

Accurate and flexible plastic ideal for snap fit assemblies, master patterns for vacuum casting and durable functional prototypes with the aesthetics of molded polypropylene (PP).
| Ideal Applications |
| Snap fit assemblies |
| Automotive styling parts and fascia |
| Master patterns for urethane casting |
| Parts normally machined from polypropylene (PP) or ABS |
| Mechanical / Thermal Properties | Mechanical Properties | Mechanical Properties | Mechanical Properties |
| ASTM Method | Property Description | Metric | Imperial |
| ASTM D 638 | Tensile Strength (MPa/PSI) | 55-58 | 5540-5570 |
| ASTM D 638 | Tensile Modulus (MPa/KSI) | 1590-1660 | 230-240 |
| ASTM D 638 | Elongation at Break (%) | 13-20 | 13-20 |
| ASTM D 790 | Flexural Strength (MPa/PSI) | 55-58 | 7960-8410 |
| ASTM D 790 | Flexural Modulus (MPa/KSI) | 1380-1660 | 200-240 |
| ASTM D 256 | Impact Strength (J/m /Ft-lbs/in) | 19-24 | 0.4 |
| ASTM D 648 @ 66 PSI | Heat Deflection Temp | 58-63 °C | 136-145 °F |
| ASTM D 648 @ 264 PSI | Temperature | 51-55 °C | 124-131 °F |
| Hardness, Shore D | 80 | 80 |
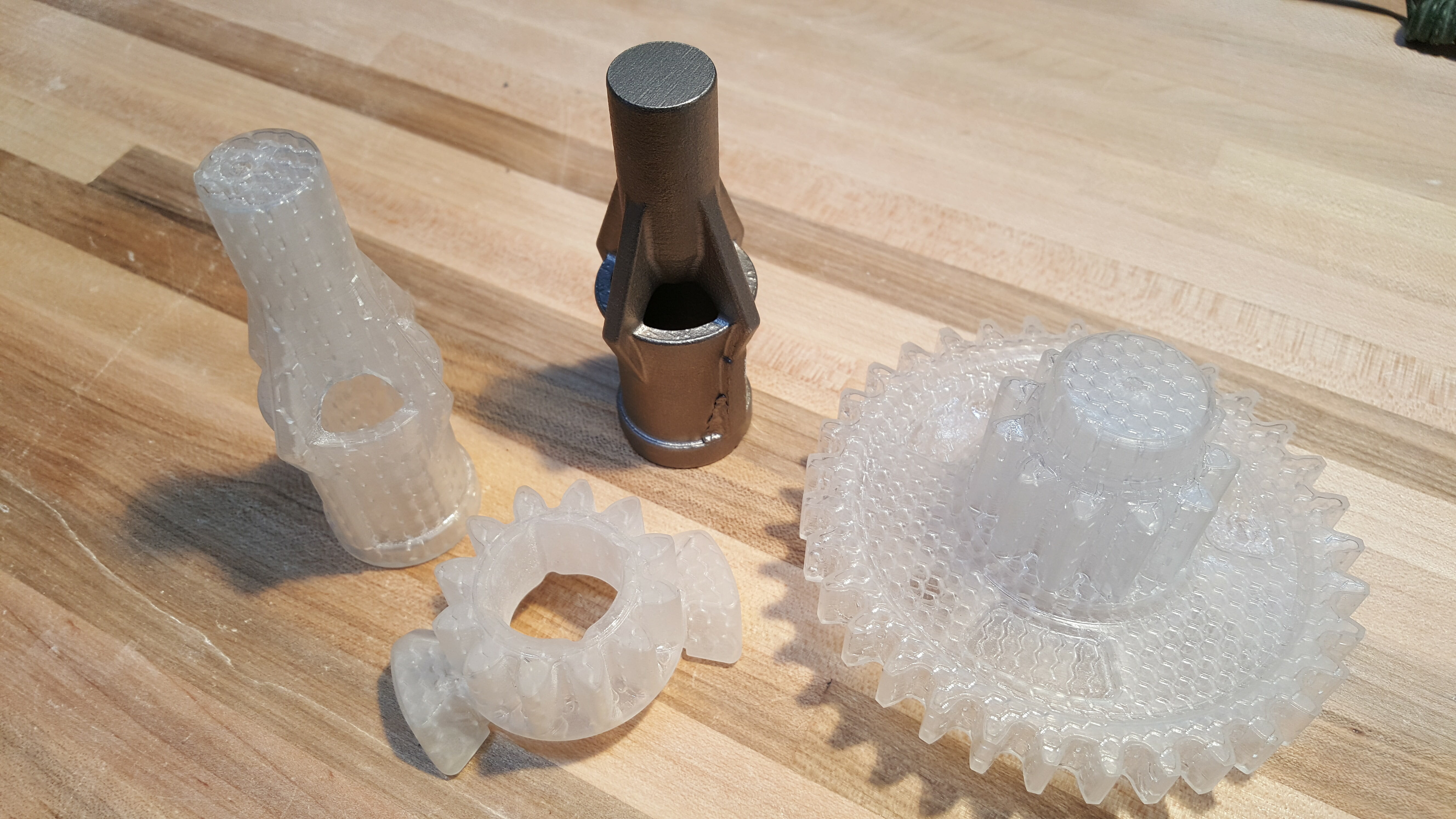
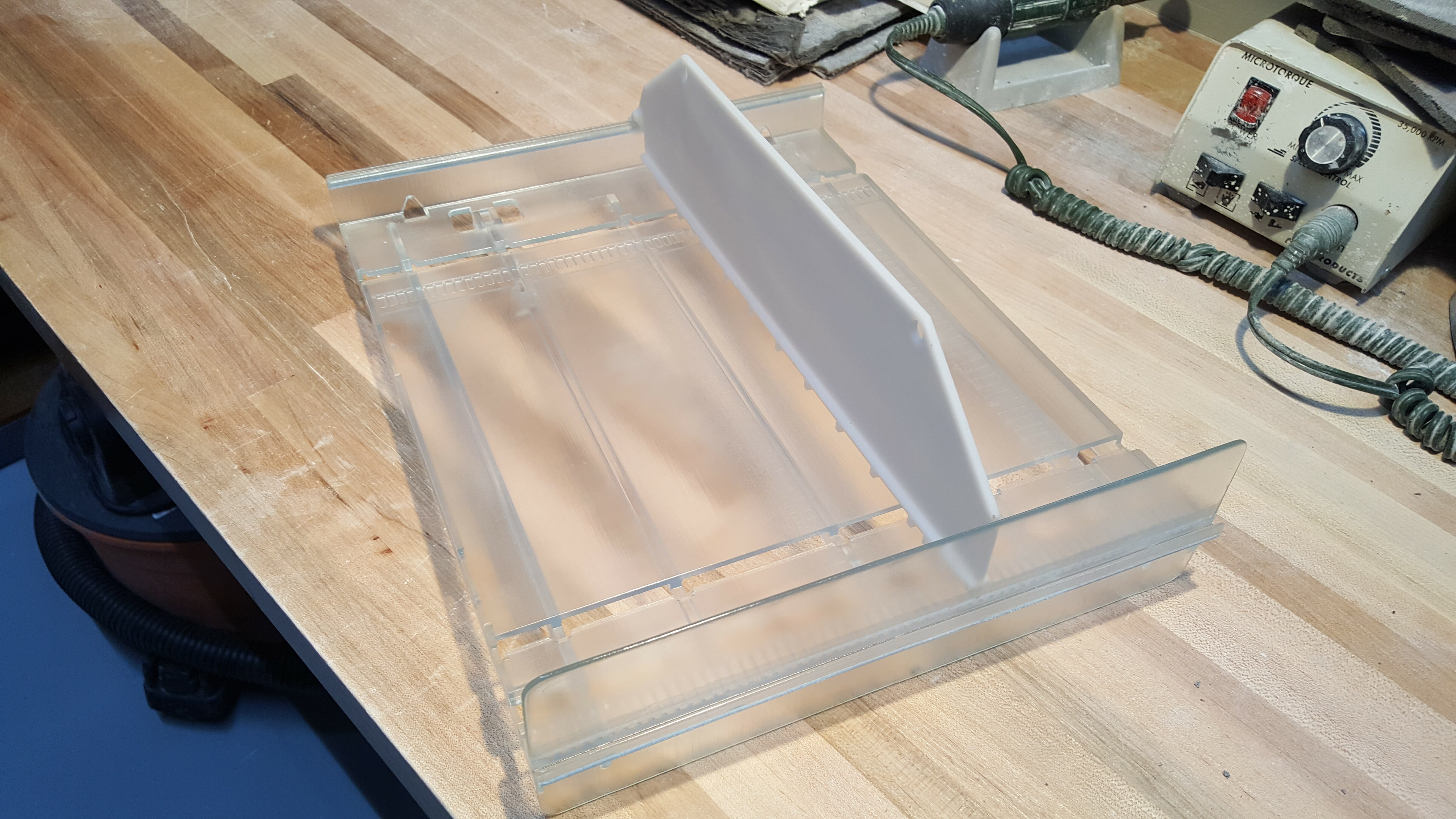
Examples of SLA 3D Printing Parts:

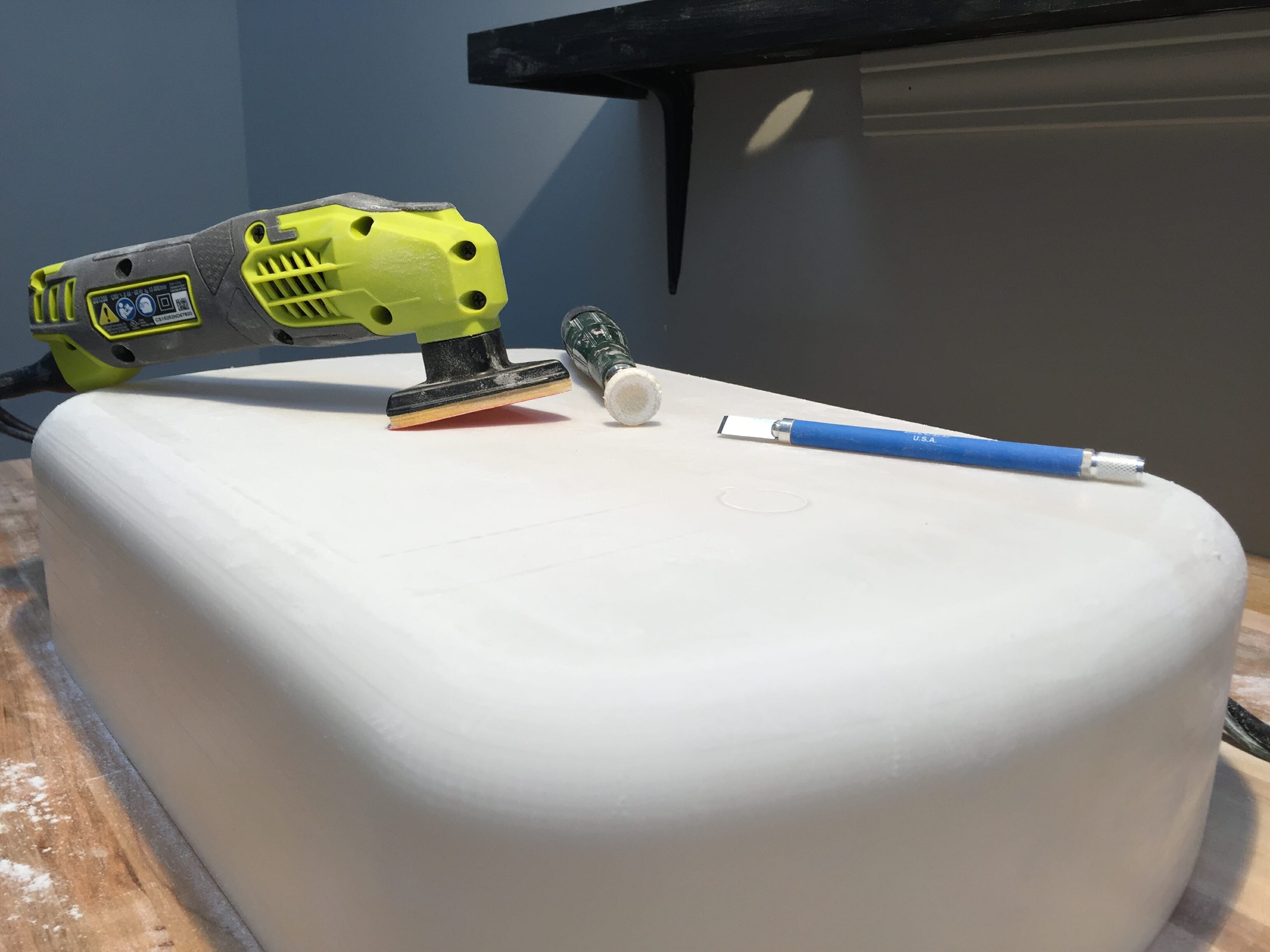


NOTE: Parts made with SLA 3D printing can be sanded and painted to be a requested color or left raw.
SLA 3D Printing Design Guide:
Engineers and Designers who are planning to produce SLA 3D Printed parts benefit greatly from the extreme design freedom that this process affords with materials like Somos NeXt. Unlike traditional manufacturing processes like injection molding and CNC machining where there are limits on what features can be designed into a part due to cost, set up, or tooling restrictions. SLA 3D Printing is an additive manufacturing process and therefore you are only limited by your imagination and a few very basic guide lines.
| Allows for sharp internal corners (non machinable on a CNC) | SLA parts can have threaded brass inserts glued into them | If the thread is over ½” in size, the threads can be printed directly into the part |
| No draft required on the part | Individualized serial numbers can be printed into each piece that is being made | Reduce weight by making the inside of the part a honeycomb structure |
| Smooth finish on "Class A" surfaces | SLA does a great job with assemblies, living hinges, snap fits, and pin hinges. | Functional light pipes are possible using clear SLA parts. |
Here is a link to our SLA 3D Printed Part Design Guide, it will offer you useful design tips for this 3D printing process as well as answers to many frequently asked questions about about the SLA 3D printing process: