





Cerakote is a Polymer-Ceramic Composite coating that can be applied to 3D Printed Parts. The unique formulation used for Cerakote ceramic coating enhances a number of physical performance properties including abrasion/wear resistance, corrosion resistance, chemical resistance, impact strength, and hardness. Each of these properties is rigorously tested to guarantee that Cerakote products remain at the forefront of the ceramic coatings market. Cerakote ceramic coatings utilize state-of-the-art technology to out-perform any competitive coating in both laboratory settings and real world applications.
Choosing the correct series of Cerakote for 3D Printed parts:
There are multiple series options to choose from when selecting which Cerakote you would like to use, here is a quick guide pertaining to there use with 3D Printed parts:
- Cerakote C-Series:
- Coating is air cured so it can be applied to 3D Printed materials that are heat sensitive.
- Note: This formulation of Cerakote will take 24 hours to become tack free and 5 days to cure to full strength. For this reason C-Series will have a longer lead time.
- Recommended to be used on:
- Cerakote H-Series:
- Coating is oven cured at 180Deg F so it is only suitable for materials that have a heat deflection temperature above this.
- Recommended to be used on:
- MJF – Nylon 12 & Nylon 12 GB
- FDM
- SLS
- DLP / CLIP (material dependent)
Frequently asked questions:
How thick is the Cerakote coating once its applied to the part?We aim for between .001″ – .002″ in coating thickness. In coating industry terms, we are trying to apply a layer that is 1 mil thick. How thick is one mil? An average credit card is 30 mils thick. One mil is 1/30th of the thickness of a credit card!
Here is a great explanation of the mil unit of measurement from Cerakote:
At F3DP we have found this coating to be a viable long term solution for coating parts that will be used in a end use or production application. Another reason we like this coating technology is that like us, NIC Industries (the creators of Cerakote) like to test their product and stand behind their claims:
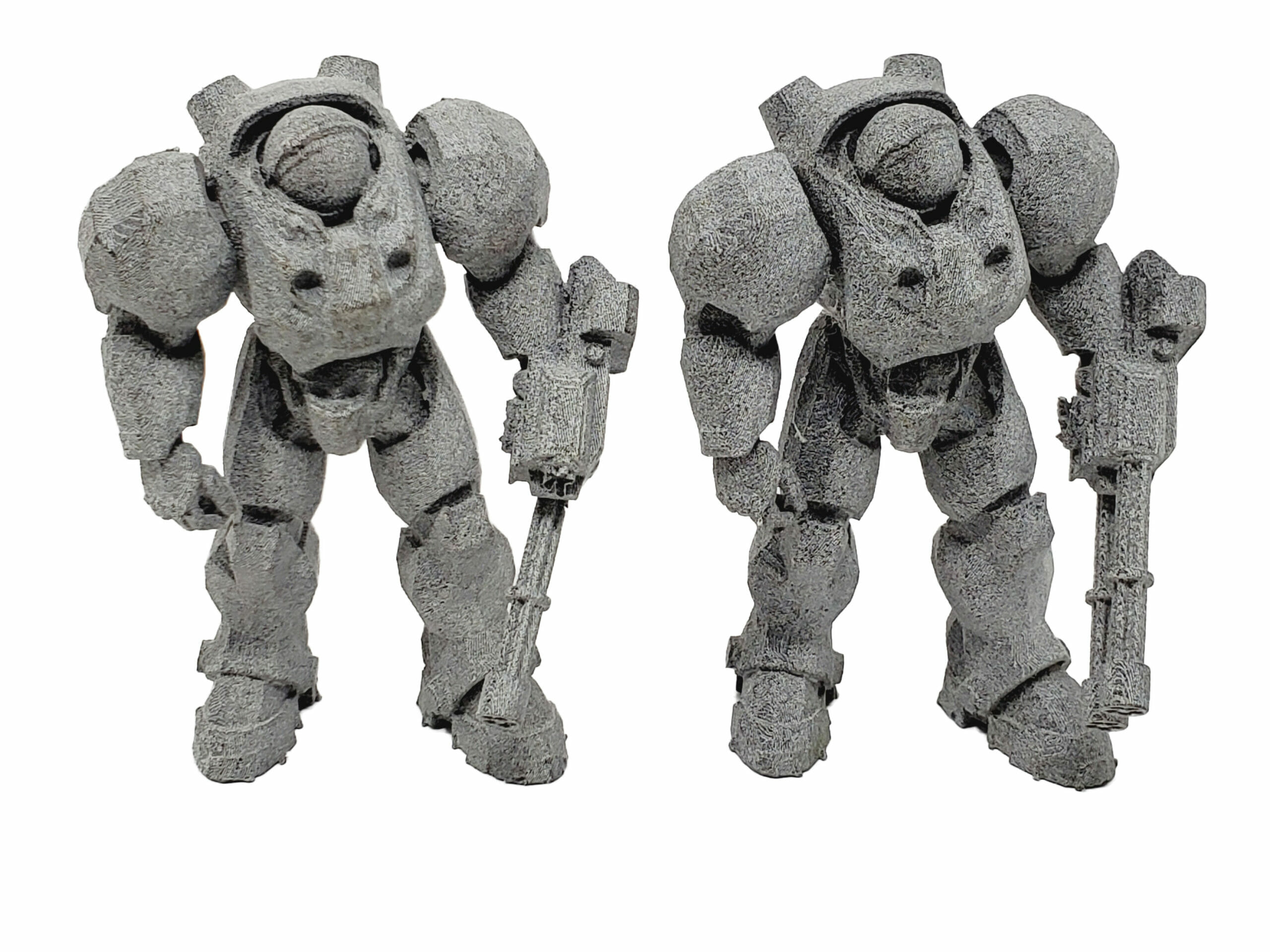
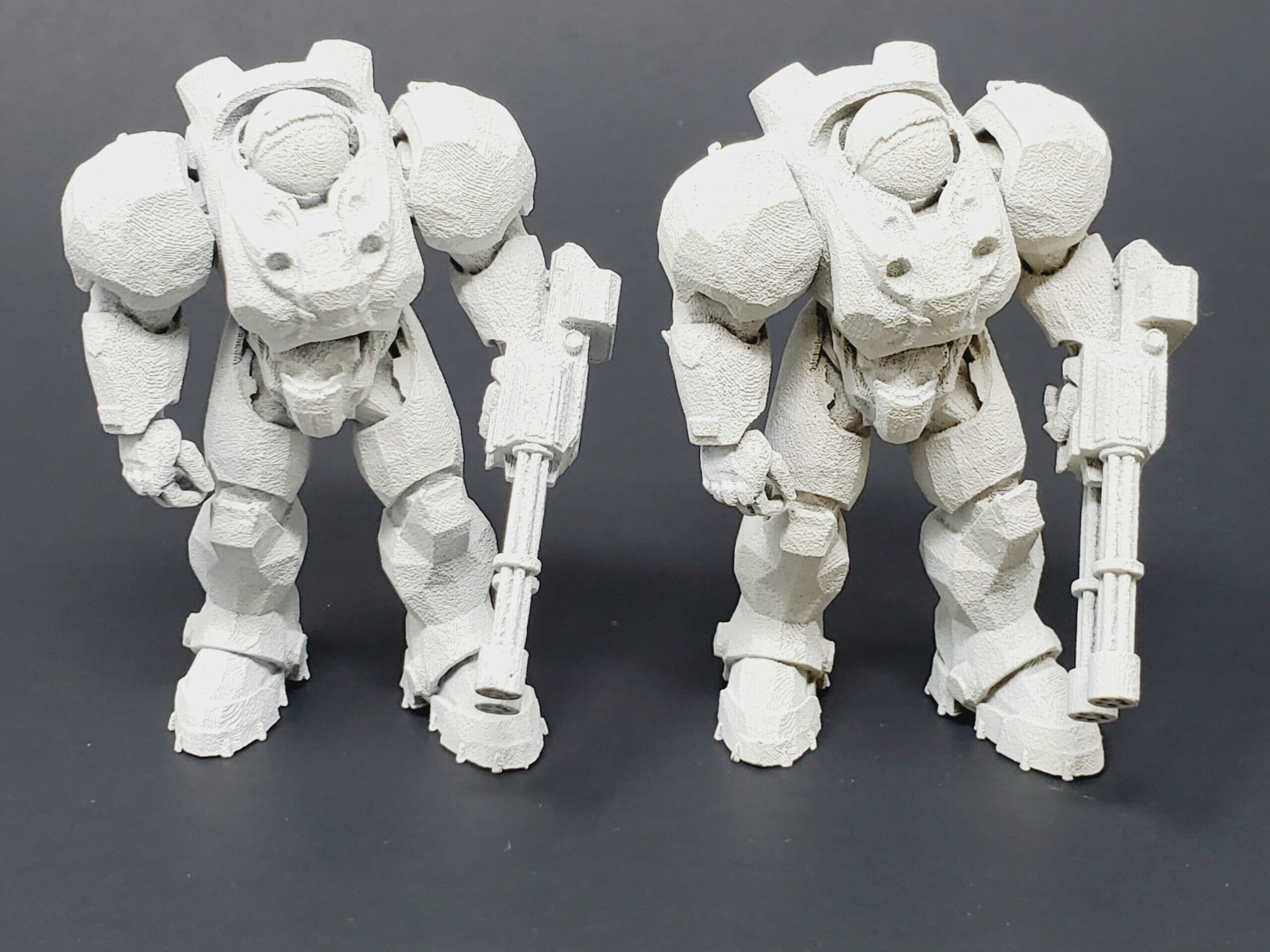
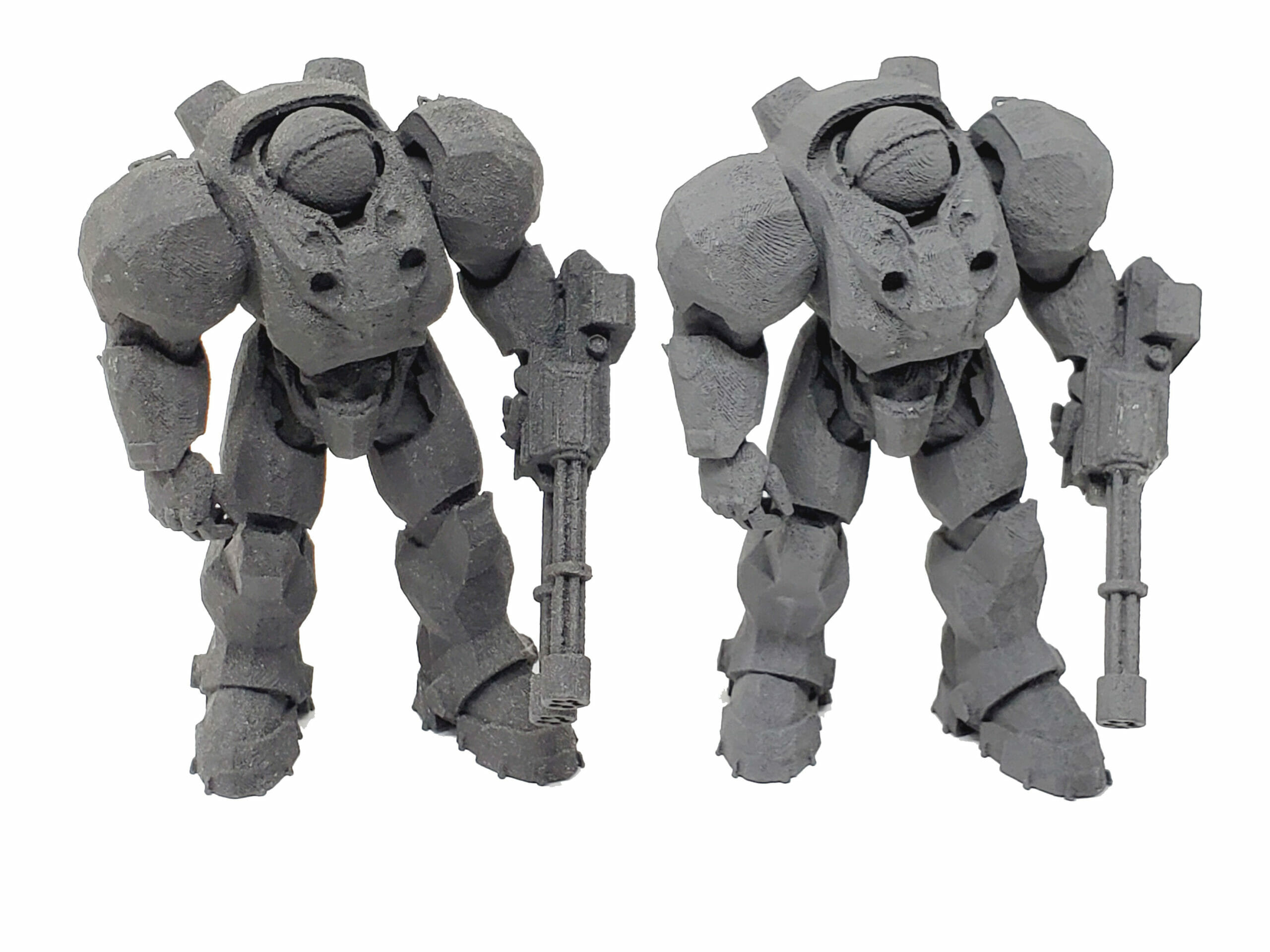
Forerunner 3DP H Series Wear Tests (Nylon 12 Base Material):

Forerunner 3DP C Series Wear Test (M95A TPU Rubber Base Material):
Wear Test:
ASTM D4060: ABRASION RESISTANCE TESTING INFOTaber Abrasion is a test using a weighted abrasive wheel that rotates at a constant speed to determine the resistance of finishes to abrasion and wear, as stated by test standard ASTM D4060. Seven competitive finishes including Cerakote® H-146 Graphite Black were tested in accordance with ASTM D4060. Each finish was tested three separate times in order to validate the test result. Panel weights and mil thickness were measured prior to the start of each test to determine a wear rating. A 1000 gram weight was placed on CS-17 Taber Abrasion wheels as required by ASTM testing standards for testing fifinishes. Panels were cycled until the Taber wheel wore through the finish to the steel substrate. Finishes that required more than 500 cycles to wear through to the substrate were stopped every 500 cycles for the Taber abrasion wheels to be cleaned. Cleaning the Taber wheels every 500 cycles is a requirement to ensure accurate results. Once the Taber wheel has
breached the finish, the Taber abrader is stopped and a final weight is taken to determine the wear rating for each finish. Wear ratings are calculated by taking the weight of the test panel before abrasion and subtracting the weight of the test panel after abrasion and multiplying that by 1,000. That number is then divided by the number of cycles completed before the finish was worn through. The resulting number is the specified wear rating for that finish. Based on ASTM testing standard D4060, Cerakote® Finished Strong by lasting nearly twice as long as the nearest competitive finish and 24 times as long as the furthest competitive finish.


Flexibility Test:
ASTM D2794: IMPACT RESISTANCEImpact Resistance (ASTM D2794) measures the resistance of organic coatings to the effects of rapid deformation (Impact). Impact resistance is measured by placing a coated panel in an universal impact tester. A standard weight is dropped a distance to strike an indenter that deforms the coating and the substrate. The indentation can be either an intrusion or an extrusion. By gradually increasing the distance the weight drops,
(2 inches at a time) the point at which failure occurs can be determined by cracking or delamination of the coating. All Cerakote Elite and nearly every Cerakote H Series have an impact strength measuring 160 in-lbs., which is the maximum the impact tester can measure.

Outdoor Exposure Test:
Chemical Resistance:
Cerakote’s chemical resistance was analyzed using a variety of solvents under extreme conditions. Coated panels were submerged in a solution for a period of 24 hours. Samples were then removed, analyzed and assigned a rating based on the average color change across all solvents tested. The results of this test are shown in the table below.
The performance of Cerakote Elite was classified as excellent for the below 13 chemical compound tests. Excellent indicates that the coating was not affected following a 24-hour immersion in the chemical compounds. Cerakote H Series also performed well, only experiencing a slight change in two of the tests after a 24-hour immersion.
Please note, not all 3D printing materials are comparable with the chemicals tested in the table below. Please consult with F3DP or check our chemical comparability testing page for more info.

Laser Engraving With Cerakote:
F3DP also has a fiber laser for marking part, this enable us to do things like:
- Discoloring Cerakote to give it different shades from the original Cerakote color.
- Coating parts with 2 different colors of Cerakote one on top of the other, then burning off the top color to expose the other color that’s under it.


Cerakote Part Gallery:





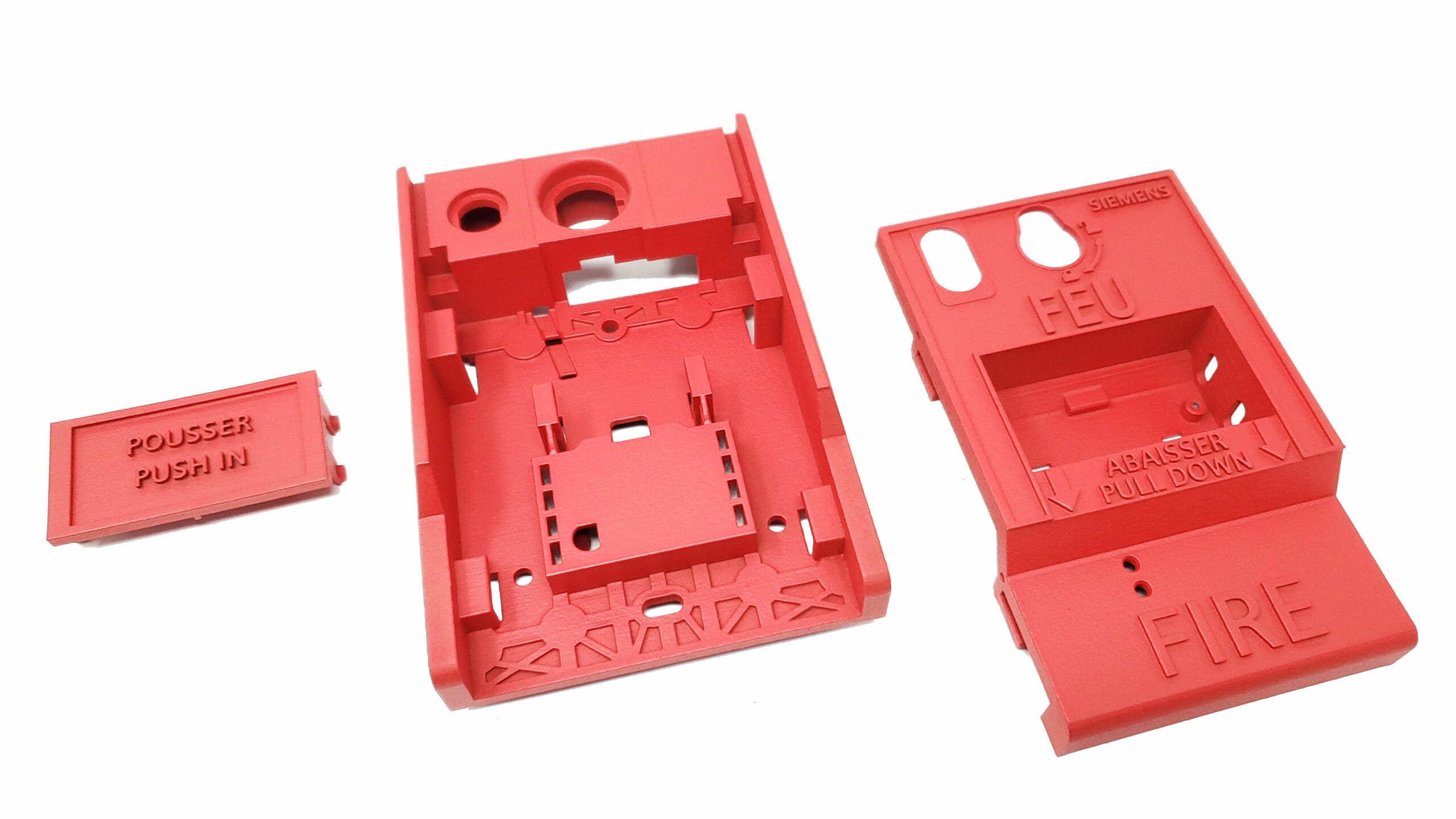














HP MJF Cerakote – Lead time and pricing
If you are planning to have F3DP add Cerakote to your 3D Printed parts expect an additional lead time of 2-3 days on top of quoted printing time. The cost for a single 3D Painted part coated in Cerakote varies based on size / complexity but generally is between $50 – $300. If a larger quantity of parts need to be painted the per part cost is decreased. For production volumes (50+ parts) per unit pricing usually ranges from $10 – $20 each, as the volume goes up from 50 parts the price per unit will continue to drop.