


Additive Manufacturing is changing the way manufacturers design and create end of arm tooling for industrial robots.
Since 1959 when the first industrial robot was installed at a GM diecasting plant in Trenton, New Jersey there has been a never ending race to improve the productivity of these robots through the advancement of end of arm tool design. Couple this with the advent of 3D printers in the mid 2000’s that were able to produce high quality, strong, and cost effective part, and the end result has been the opening of a whole new frontier of design possibilities for 3D printed end of arm tooling for industrial robots.
At Forerunner 3D Printing we are uniquely positioned to leverage 3D printing for our clients end of arm tooling needs:
- F3DP’s sister company is DeWys Engineering, a design firm specializing in automated equipment, robotic cells, and the design of end of arm tooling of all kinds (specifically 3D Printed EOAT components).
- In-house HP Multi Jet Fusion 4200 3D Printing system that produces incredibly strong, detailed Nylon components faster then any other 3D Printing technology on the market
- Onsite machine shop for the construction of aluminum mounting plates and assembly of 3D Printed end of arm tooling components with air fittings, suction cups, level compensateors, sensors, soft touch pads, ect
3D printed end of arm tooling can be as simple or complex as needed, which gives Designers the freedom to create tooling solely for its specific function. For example, 3D printed end of arm tooling can have integrated vacuum channels, assemblies can be consolidated down into a single part, or organic shapes that conform to the object being manipulated by the robot. This design flexibility provides a unique opportunity to optimize robot performance and with a 3D printed EOAT design complexity doesn’t increase cost.
Regardless of if you are just looking for someone to print the custom grippers or part nests deigned by your engineering team or if you need a company to quote the design, 3D Printing, Machining, and build of your end of arm tool, Forerunner 3D Printing is here to help with your 3D Printed end effector project today!
| 3D Printed end of arm tooling components are made of Nylon and can be up to 70% lighter than Aluminum components |
| Unlimited design freedom for internal passages printed into the part for pressurized air, water, or vacuum |
| Nylon PA-12 components have a high heat deflection temperature of 347 ºF (175 ºC) |
| Hinges, gripper mechanisms, wire runs, mounts for sensors and other functions can be printed directly in the components |
| 3D Printed end of arm tooling can be extreme compact |
| If a part is coated in paint or chrome 3D Printed EOAT's can integrate TPU inserts to prevent scratching the finish. |
| 3D Printed end of arm tooling components can be built to achieve an accuracy of +/-.005" |
| 1-25 fully finished 3D Printed EOAT components in as little as 24 hours, fully built tools in as little as 1 week |
| In an emergency break down situation an existing Aluminum component can be quickly replaced with 3D Printed Nylon one in order to get a machine back up and running |
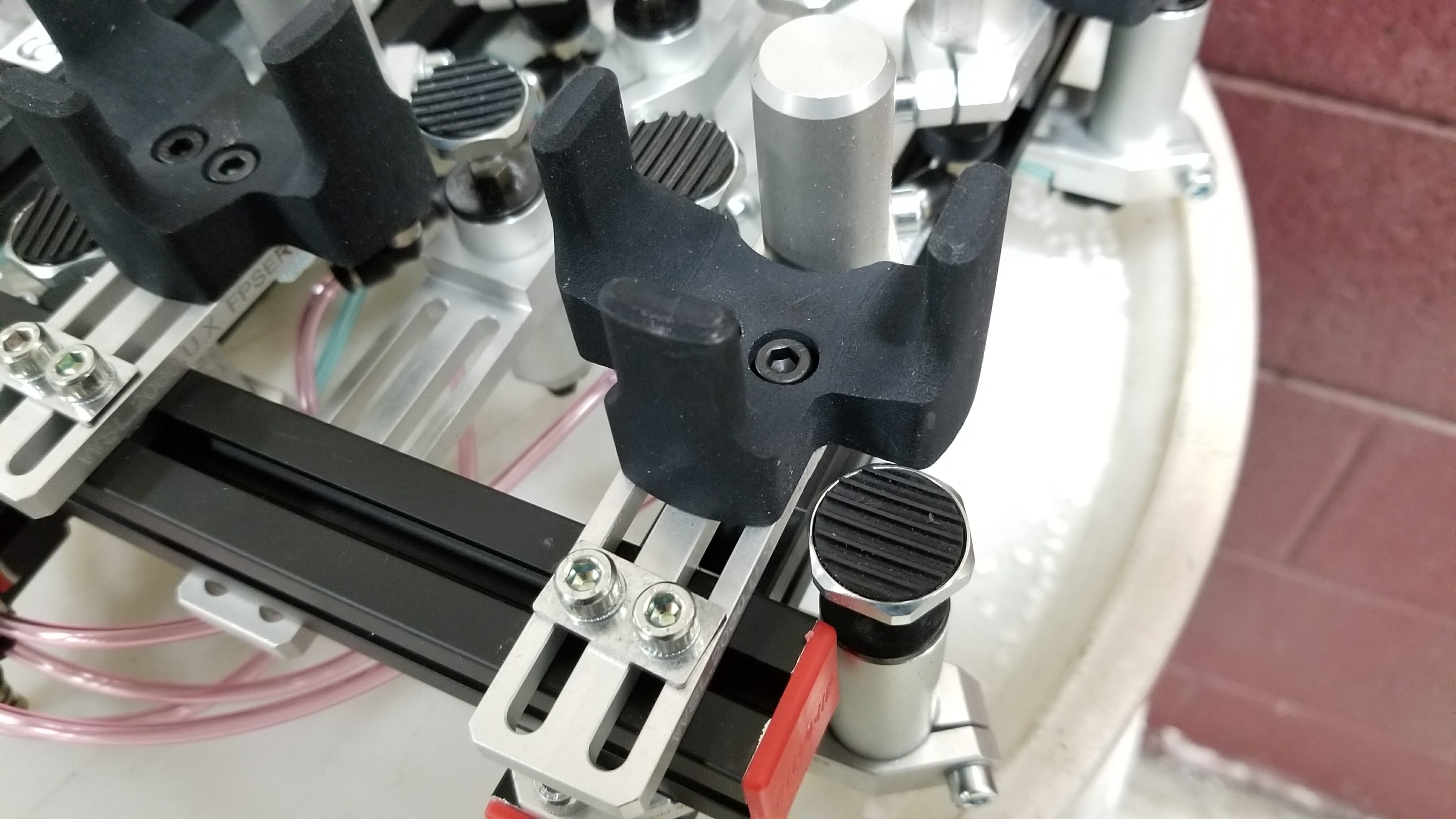
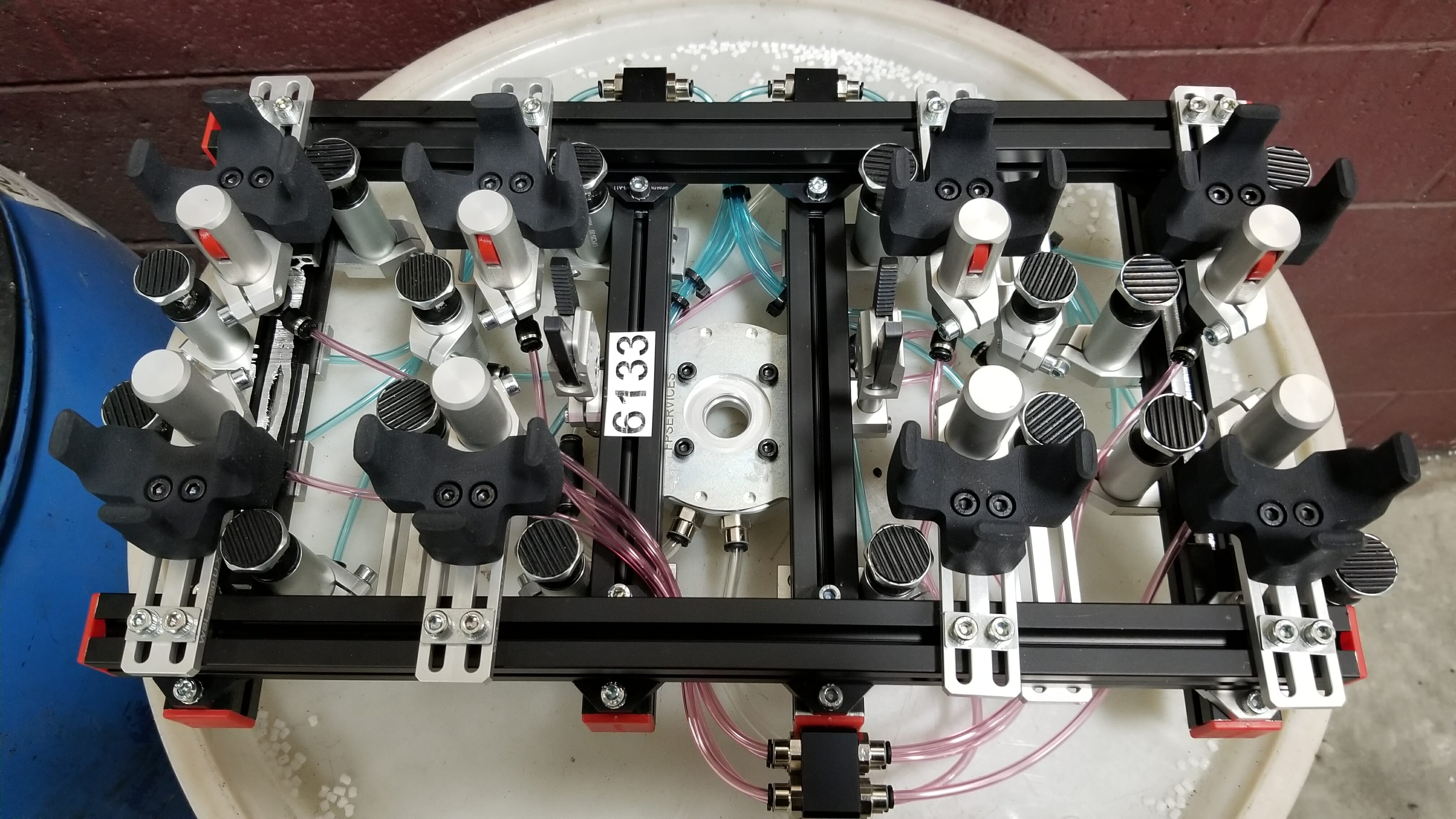
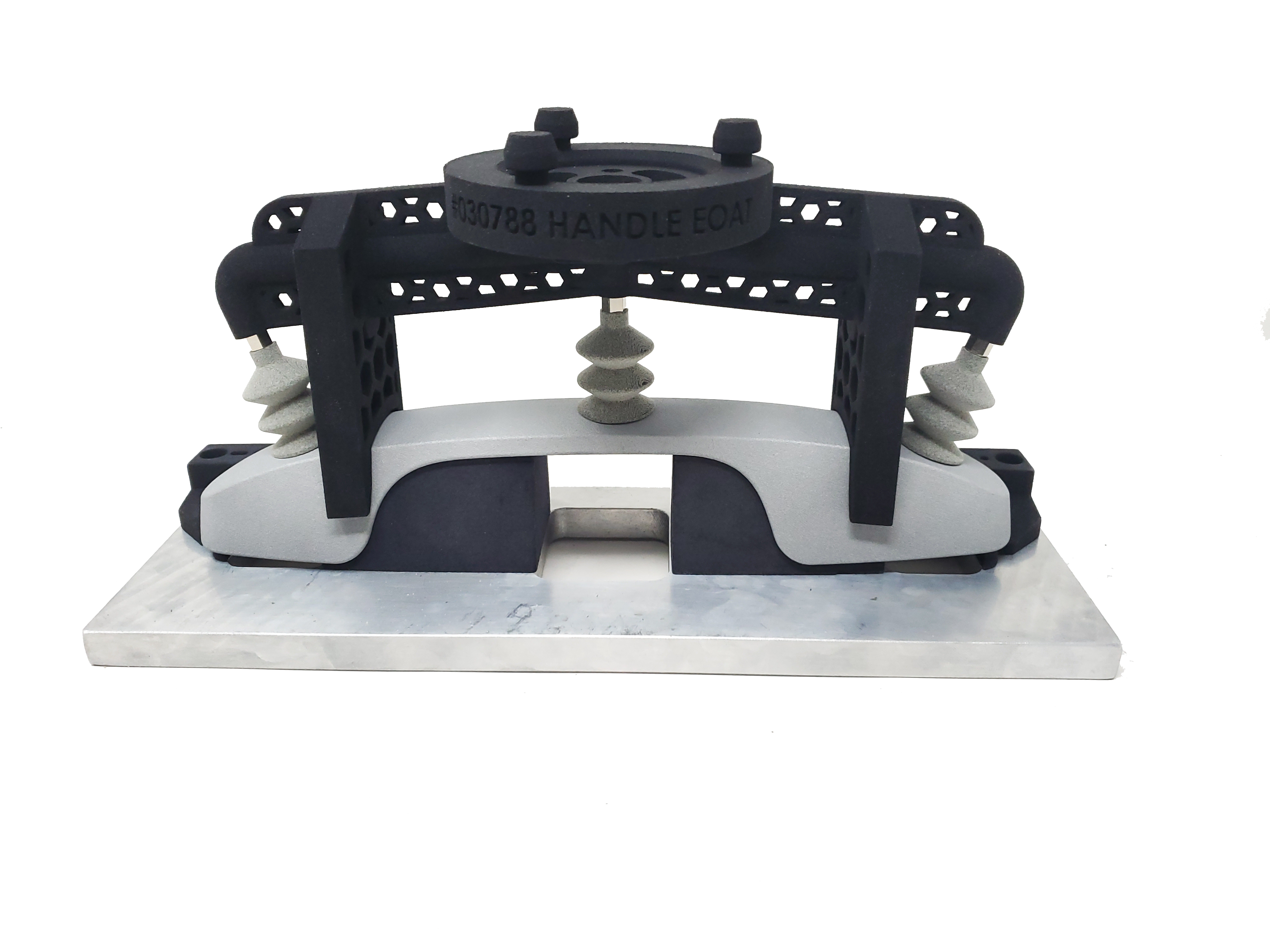
3D Printed End of Arm Tooling Example:






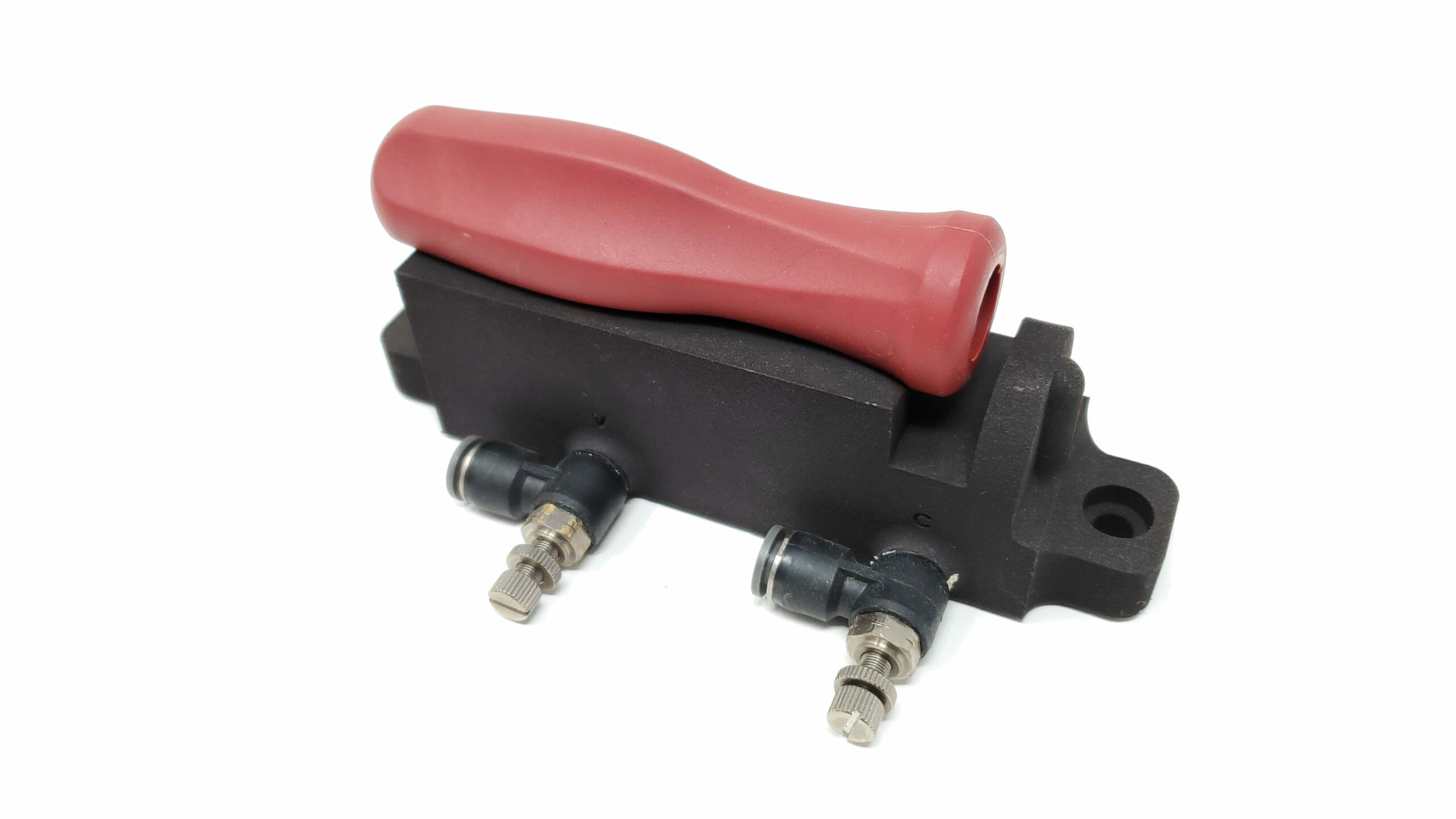







Custom rubber gripper pad retrofit for End of Arm Tools:
A customer had an issue with their end of arm tool dropping parts during a high speed vertical move as the EOAT was being removed from the injection mold press. We design and built a set of drop in replacement TPU rubber pads printed in Lubrizol M95A material for the existing gripper fingers on the EOAT and added an aggressive texture to them in order to help better grip the part.
The main question about these pads was how long would the texture last before it was worn away? 20,000 cycles ended up being the magic number. After the initial test run the customer bought 10 sets of these pads at a total cost of $400. Needless to say they were fine replacing them every 20,000 cycles due to the elimination of the dropped parts issue completely!
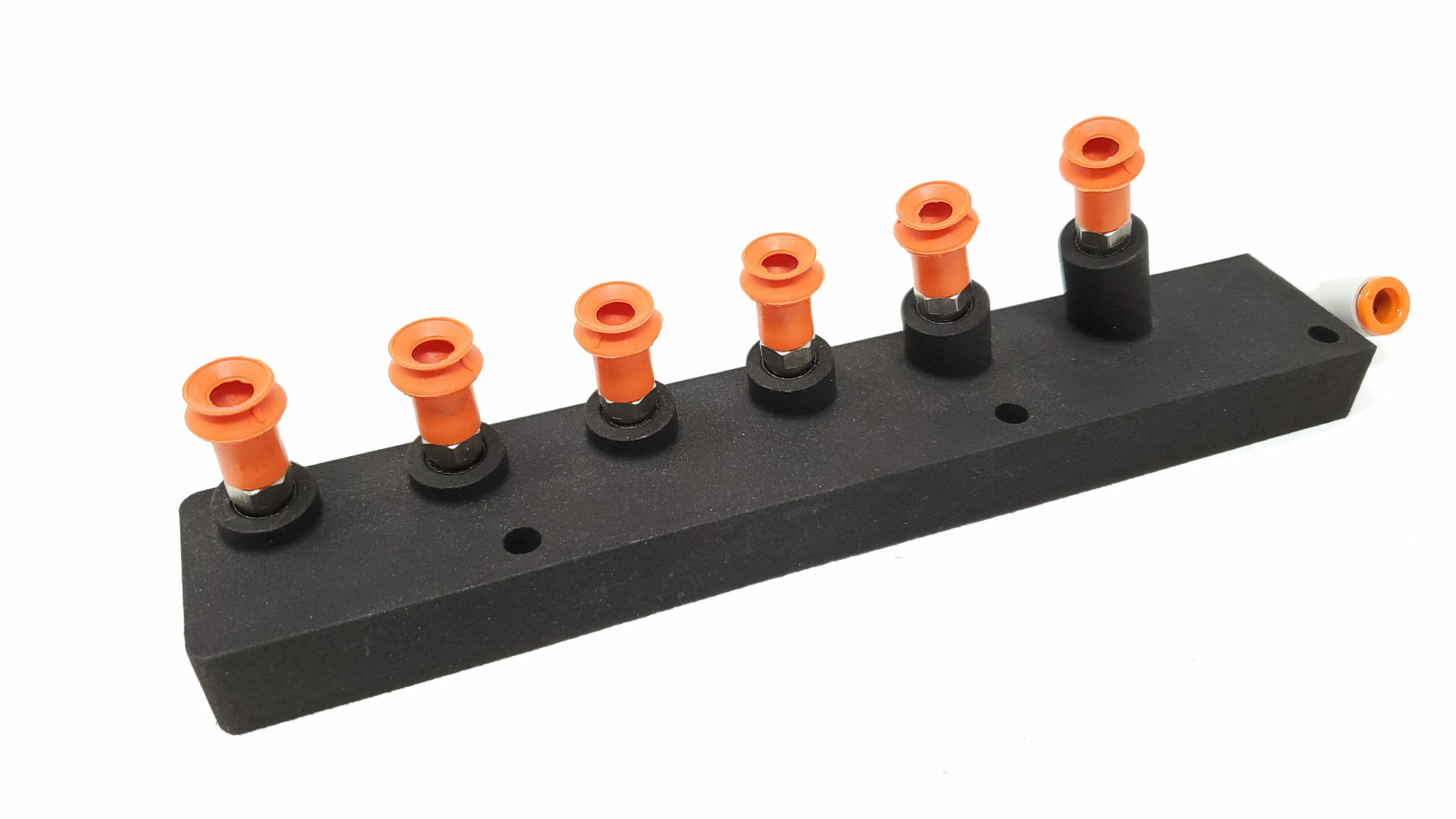
Custom shaped suction cups for End of Arm Tools:
With the advent of 3D printable TPU rubber a whole new world of possibilities has been opened up to Machine builders. It is now possible to manufacture one off suction cups with a custom profile that allows the cup to fit into areas and pick up on part surfaces that would not be possible with a normal commodity suction cup. At F3DP we have done extensive testing to validate that 3D printed suction cups will hold up to long term use and will remain vacuum tight.
Check out our TPU testing page for more information and testing videos.






Common Materials Used for 3D Printed End of Arm Tools:
Ridgid Material: PA-12 NylonPA-12 Nylon is an engineering grade thermoplastic that produces high-density parts with extreme dimensional accuracy and fine detail for functional 3D Printed EOAT applications. When PA-12 Multi Jet Fusion Materials are used in conjunction with the MJF process it produces more consistent mechanical properties in each direction of the printed parts geometry—far more so than other powder-based printers—a factor that’s especially desirable with multi-faceted, complex designs where strength and reliability is required everywhere throughout the part. The heat deflection temperatures shown in the table below gives a good indication of the temperatures that these parts can withstand, keeping in mind that these values are measured when the entire plastic sample is saturated at the tested temperature. Tensile strength and elongation values help quantify that the material is both strong and to some degree flexible, these are beneficial properties for gripper fingers that have to withstand many cycles and still retain their precision. Strength and flexibility are assets that can be tuned through design, this becomes appropriate when creating rigid nests or fixtures that have to be precise and stable to hold parts in the exact orientation desired. PA-12 Multi Jet Fusion Materials also have excellent chemical resistance to oils, greases, aliphatic hydrocarbons and alkalies.
| Mechanical properties | Mechanical properties | Usages and Properties | Usages and Properties | |
| Tensile strength, max load, XY | 6960 psi (48 MPa) | Functional prototyping | Excellent | |
| Tensile modulus, XY | 247 ksi (1700 MPa) | Medical bio-compatible (USP Class I-VI and US FDA guidance for Inact Skin Surface Devices) | Excellent | |
| Elongation at break, XY | 20% | End-use parts | Good | |
| Izod impact notched (@ 3.2 mm, 23 ºC), XYZ | 3.5 kJ/m2 | Dimensional stability | Good | |
| Heat deflection temperature (@ 66 psi, 0.45 MPa) - Z | 347 ºF (175 ºC) | Impact | Good | |
| Heat deflection temperature (@ 264 psi, 1.82 MPa) - Z | 223 ºF (106 ºC) | Look and feel | Good |
Click here for a full spec sheet on HP 3D High Reusability PA-12 Nylon
TPU Rubber is a multi-purpose material for application using the HP Multi Jet Fusion 3D Printing system. 3D printed TPU parts produced with this material offer a balanced property profile with good flexibility, shock absorption and the possibility to print very fine structures with a high level of detail. In addition, the material is easy to print, and has good UV and hydrolysis resistance. This material is only available for 3D printing on the HP Multi Jet Fusion printer.
| Mechanical Properties | Values | Unit | Test method | |
| Specific Gravity | 1.10 - 1.15 | - | ASTM D-792 | |
| Properties in X | Properties in Z | |||
| Hardness (5 sec) | 90 | 90 | Shore A | ASTM D-2240 |
| Abrasion Volume Loss | 100 (140) | 100 (140) | mm3 | DIN-53516 / ISO-4649 |
| Tensile Strength | 17 (11) | 8 (5) | MPa | DIN-53504 / ISO-37 |
| Elongation at Break | 400 (180) | 90 (30) | % | DIN-53504 / ISO-37 |
| Tear Strength (Die C) | 80 (80) | 35 (33) | KN/m | ASTM D-624 |
| Flexural Modulus | 85 | - | MPa | ASTM D-790 |
| Dimensional Accuracy in XY | +/- 1.0 | mm | ||
| Thermal Properties | ||||
| Thermal testing is still in the early phases, but this material can be heated to 392F (200C) for over 18 hours without melting (tensile strength will be reduced by 60% from a room temperature sample). When kept at or below 248F (120C) indefinitely there is a negligible effect to both tensile strength and elongation at break. Contact us for more detailed temperature effect data. | ||||
3D Printed End of Arm Tooling Design Guide:
If you are going to be designing your own 3D printed end of arm tooling details, please take a look at our guide on how to best design parts for manufacturing using the HP multi jet fusion process. We are always happy to look over customers designs and offer ideas and feedback as well as evaluate them for production on a 3D Printer.