
Forerunner 3D Printing has been working with customers since day one on their 3D Printing for automated equipment needs. It started with a customer approaching our sister company, DeWys Engineering, with a challenging end of arm tool that they needed designed and built on a tight deadline. After evaluating the tooling requirements and assessing the options available to manufacture the end of arm tool components, it was decided to evaluate the potential for using 3D Printing to produce some of the more complicated parts of the end of arm tool. Test gripper fingers were 3D Print out of Nylon on F3DP’s HP Multi Jet Fusion 4200 3D Printer, the parts ended up being very strong, wear resistant, and able to hold up to 300 Degree temperatures of the parts it was handling. Due to how well the test parts worked as well as lower cost, and shorter lead time then traditional manufacturing such as CNC and EDM equipment that the final version of the end of arm tool would use as many MJF 3D Printed components as was possible.
After this early success the Designers at DeWys Engineering began to look across the the various automated equipment projects they were contracted to work on for other instances where 3D Printing for machine builders made since. Over time, they tested many other applications for using 3D Printing for Automated Equipment, the following are some examples of the applications they have had success with.
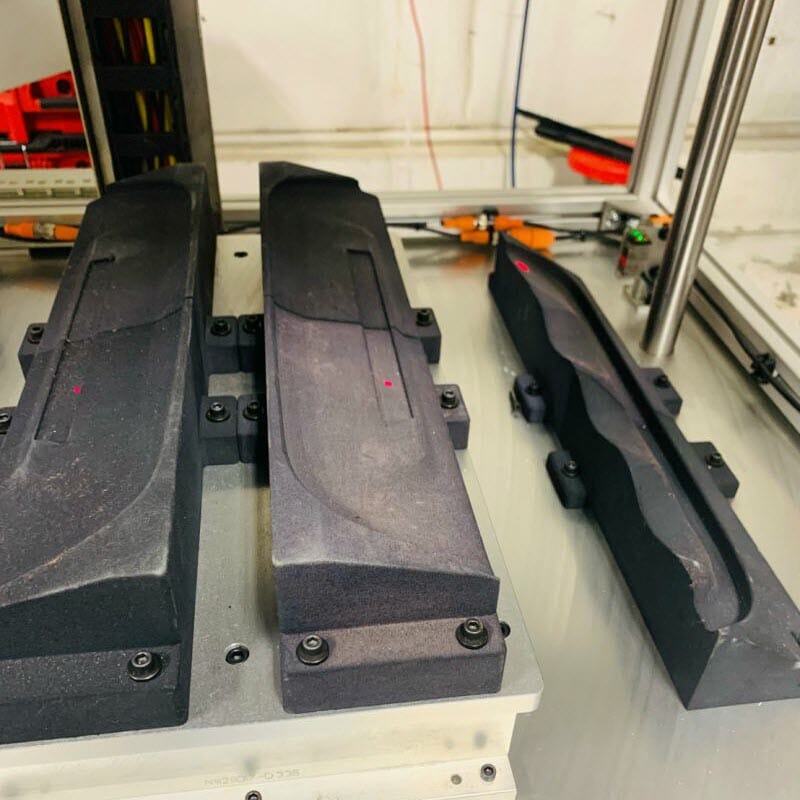
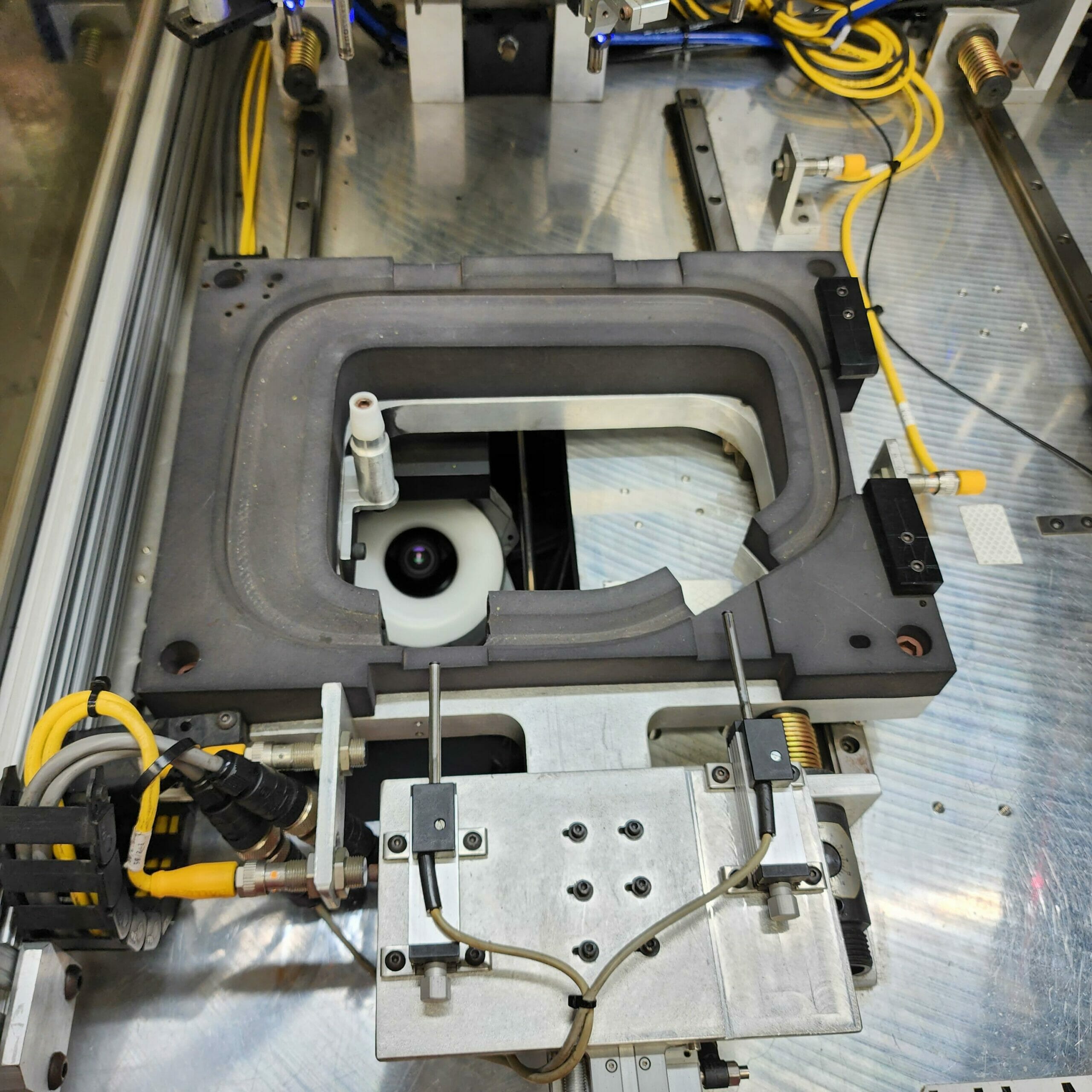
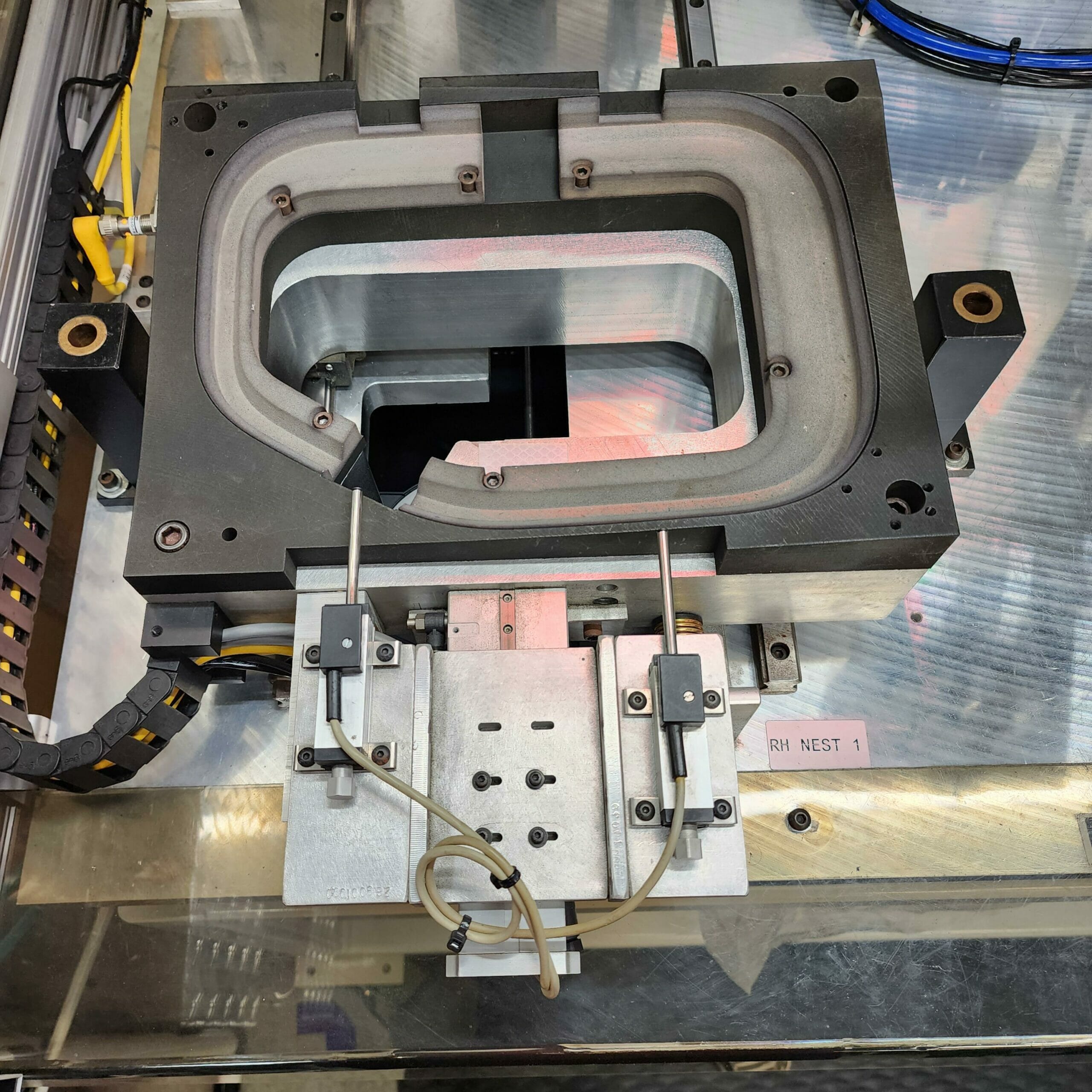
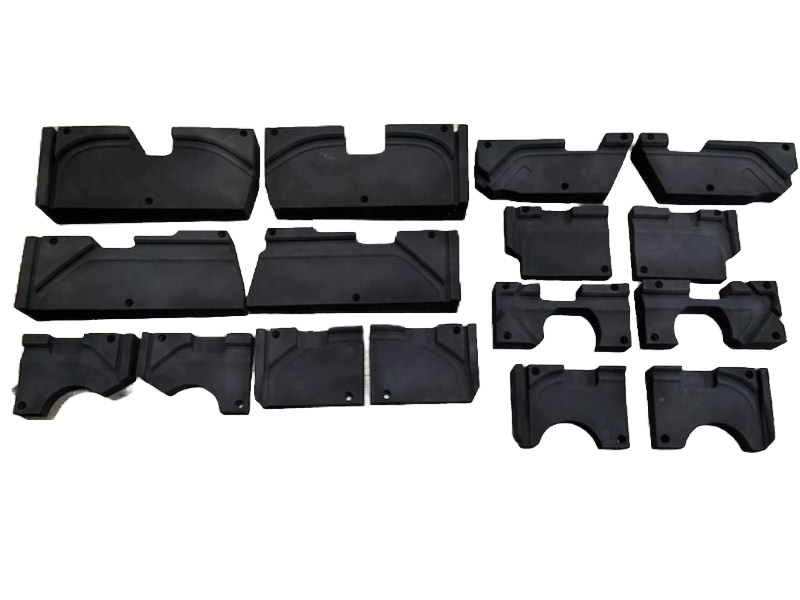
3D Printed Nesting Detail:


Orka Automation used all 3D printed nesting on this series of machines they built for a customer.
One of the first nests we printed with TPU back in 2019 after 3,000,000 assembly cycles.
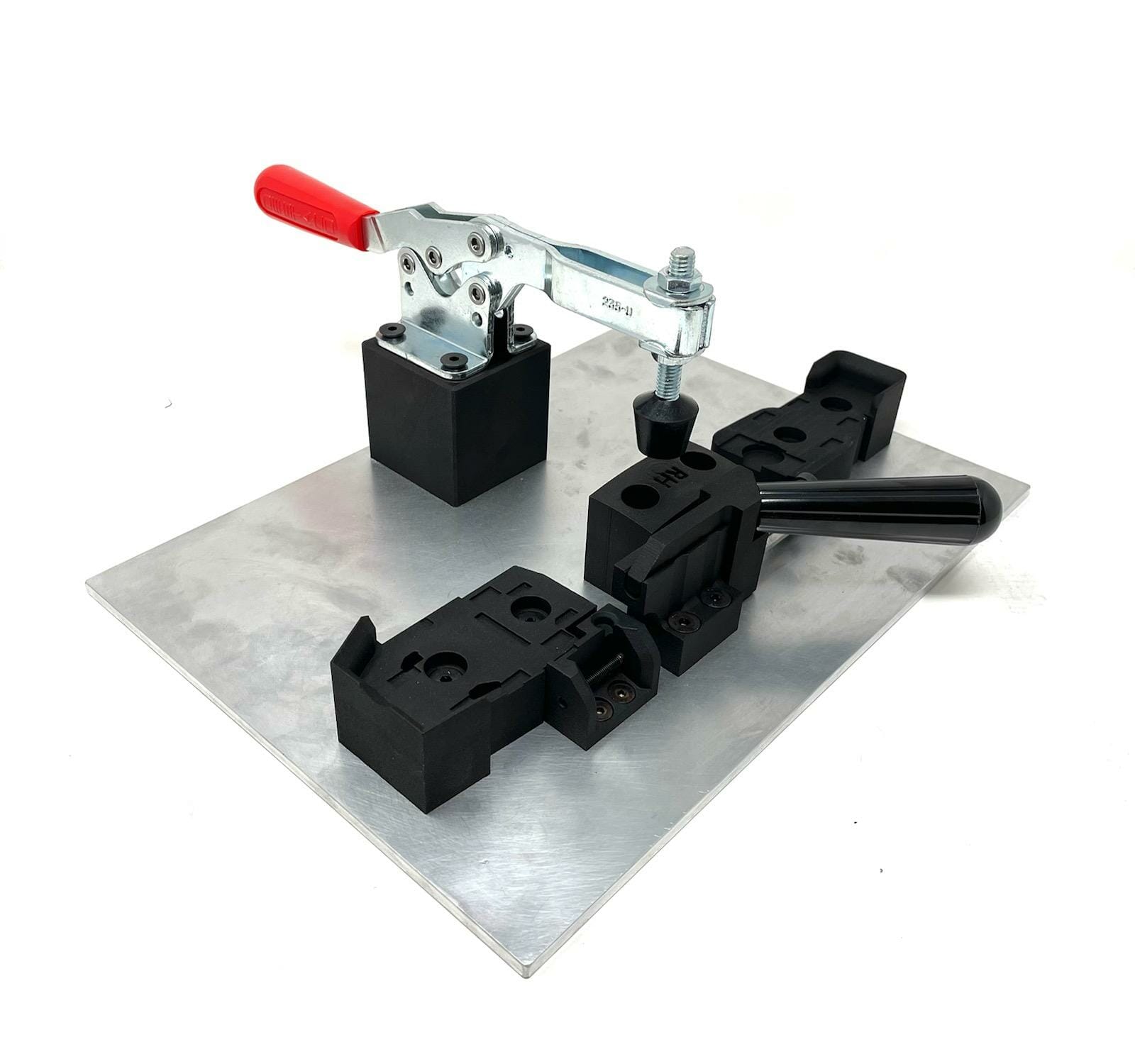
These 3D Printed nesting details are perfect for parts that have complex geometries that need to be held securely while other operations are taking place in the automated machine like clip driving, degating, inspection, etc. These 3D Printed nests can achieve an accuracy of +/-.010″ over a length of 6 inches and dowel holes used for locating the nest onto the machine can be printed directly into the part. If the nest requires tapped holes in it for mounting other details or sensors there are a few options:
- The threads can be printed into the parts as long as they are 8-32 or M4 in size or larger.
- Threaded heat set inserts can be used
- key-locking inserts can be used
Using 3D printed nests to hold class “A” parts with finishes like paint, chrome plate, or parts that are lenses is also a possibility. Please visit our page on printable TPU rubber for more information and examples of how this is done.
If you have any other questions on if 3D Printing for Automated Equipment will work for your specific nesting application contact one of our Sales Engineers to get feedback on your project requirements.




















3D Printed End Of Arm Tooling Gripper:
For more information on 3D Printed End Of Arm Tooling Grippers check out our page specifically on this topic. Here are some examples of EOAT components that we have worked on for customers:


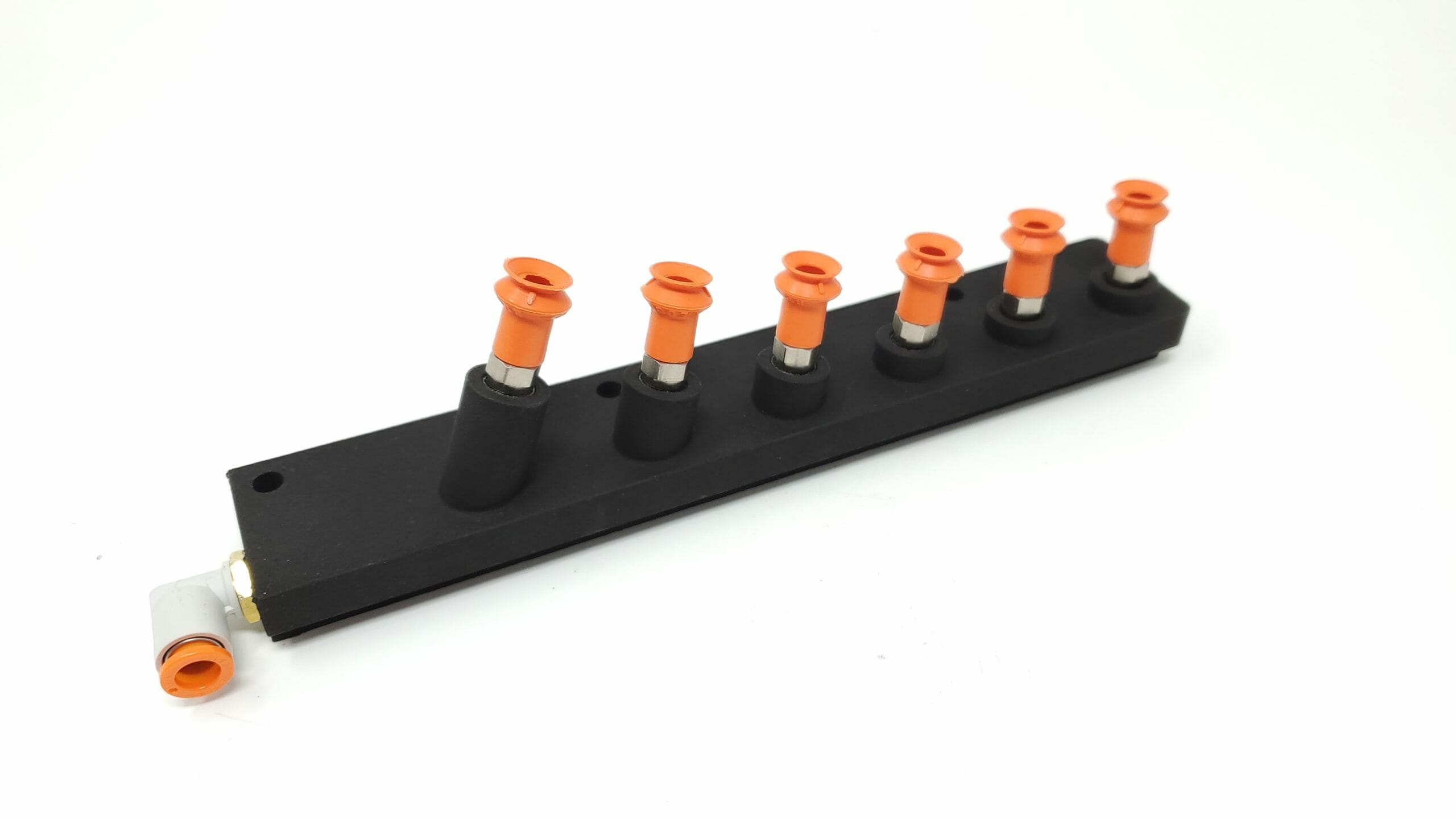





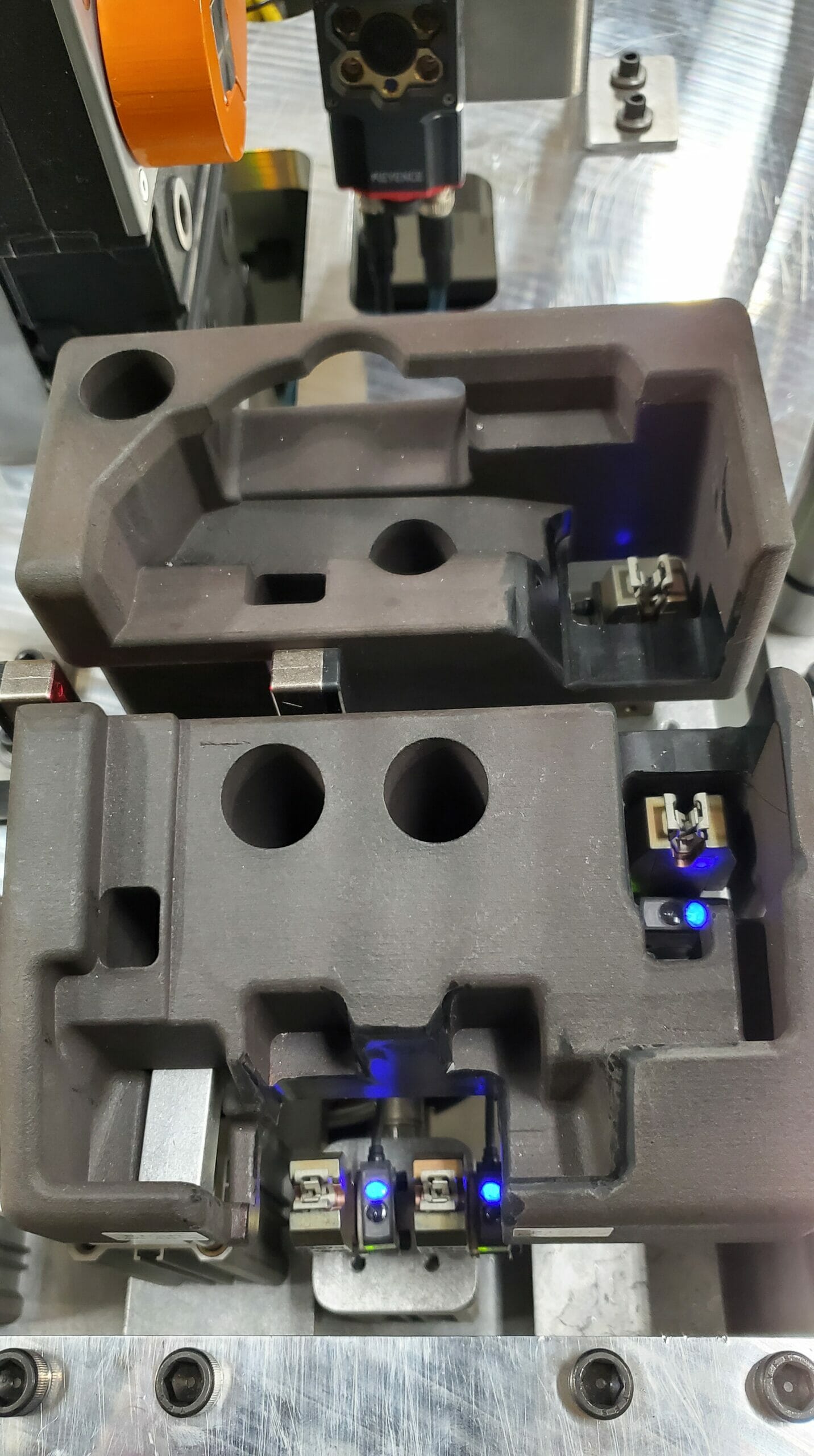
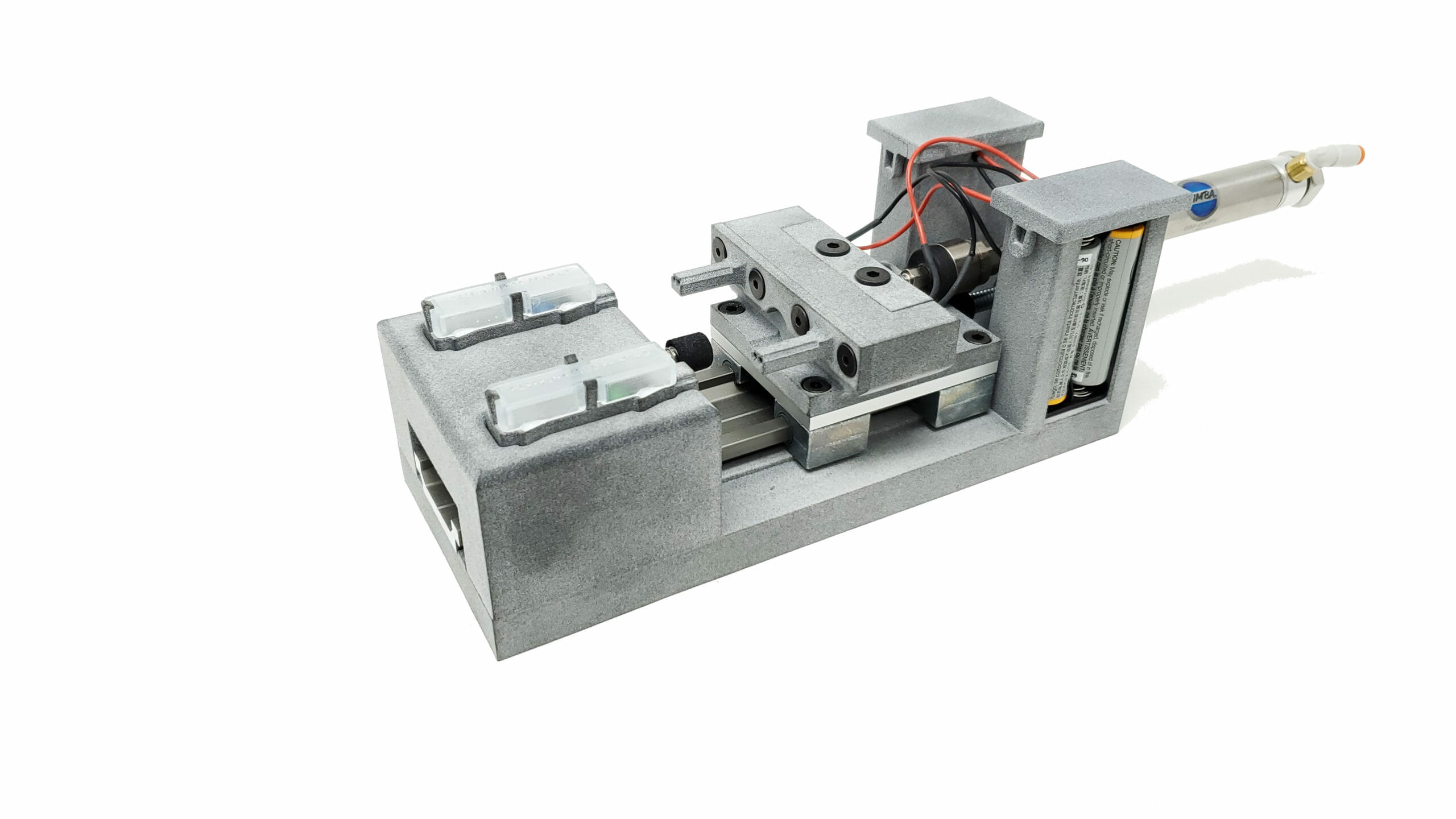
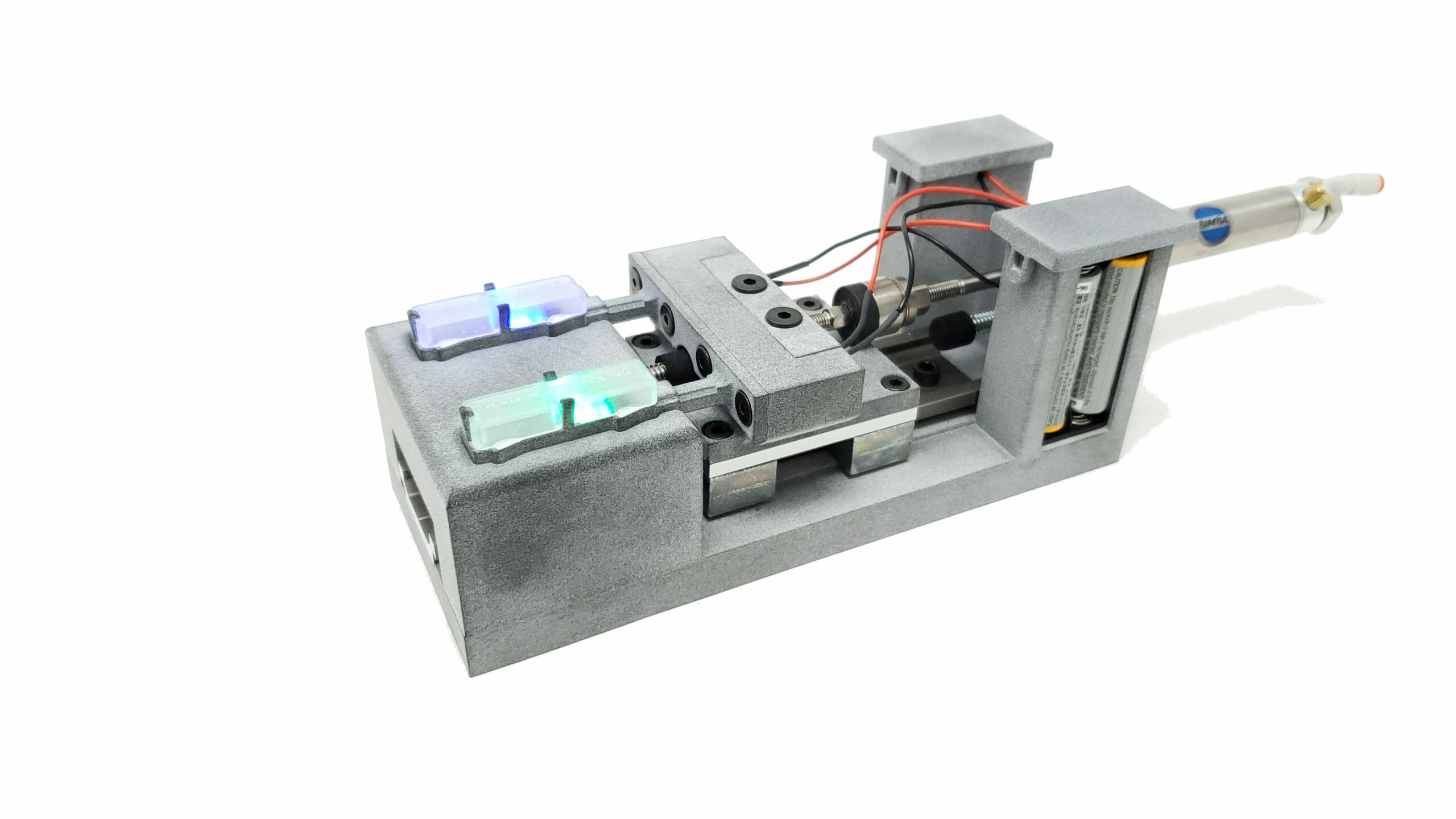
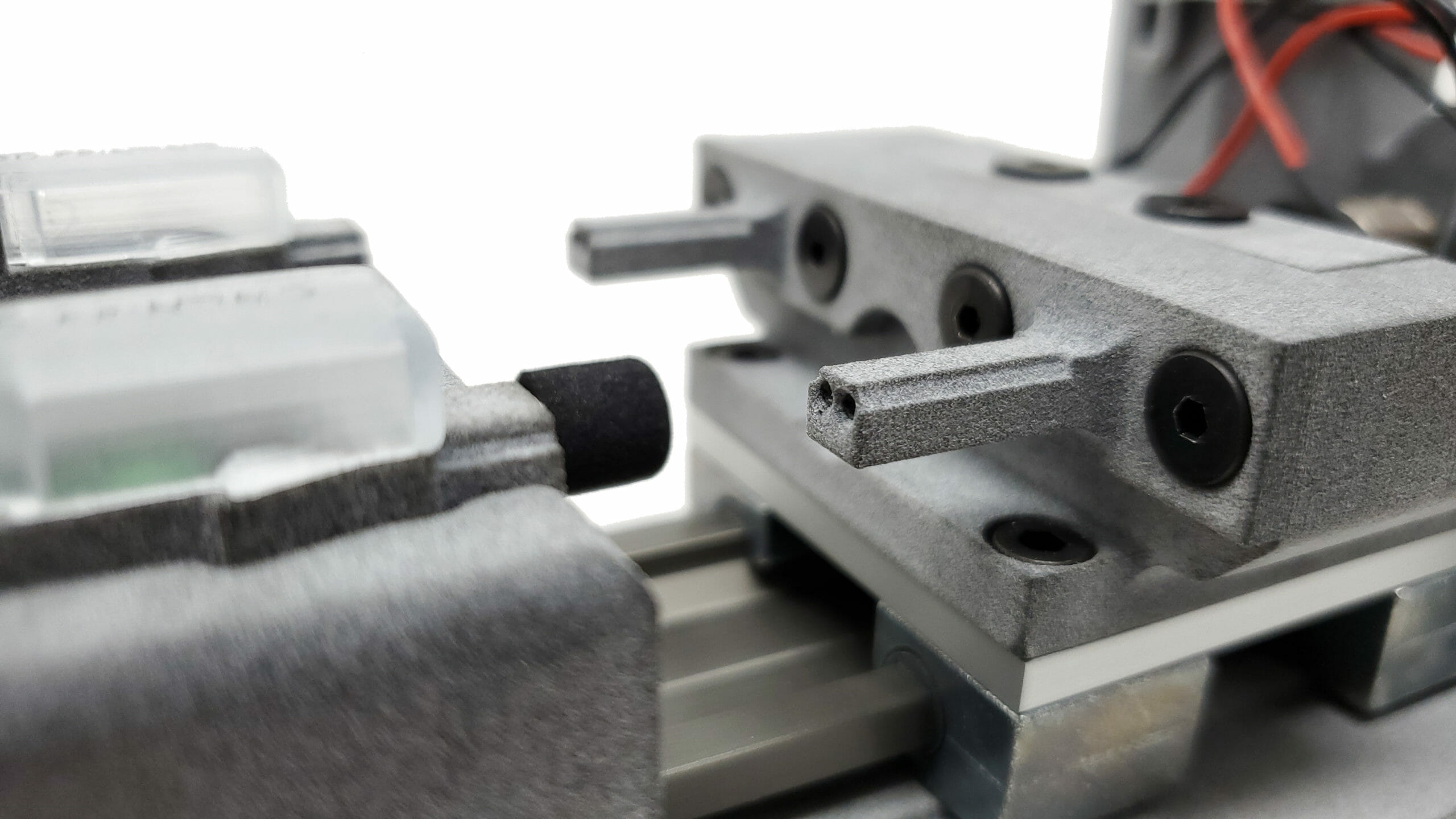
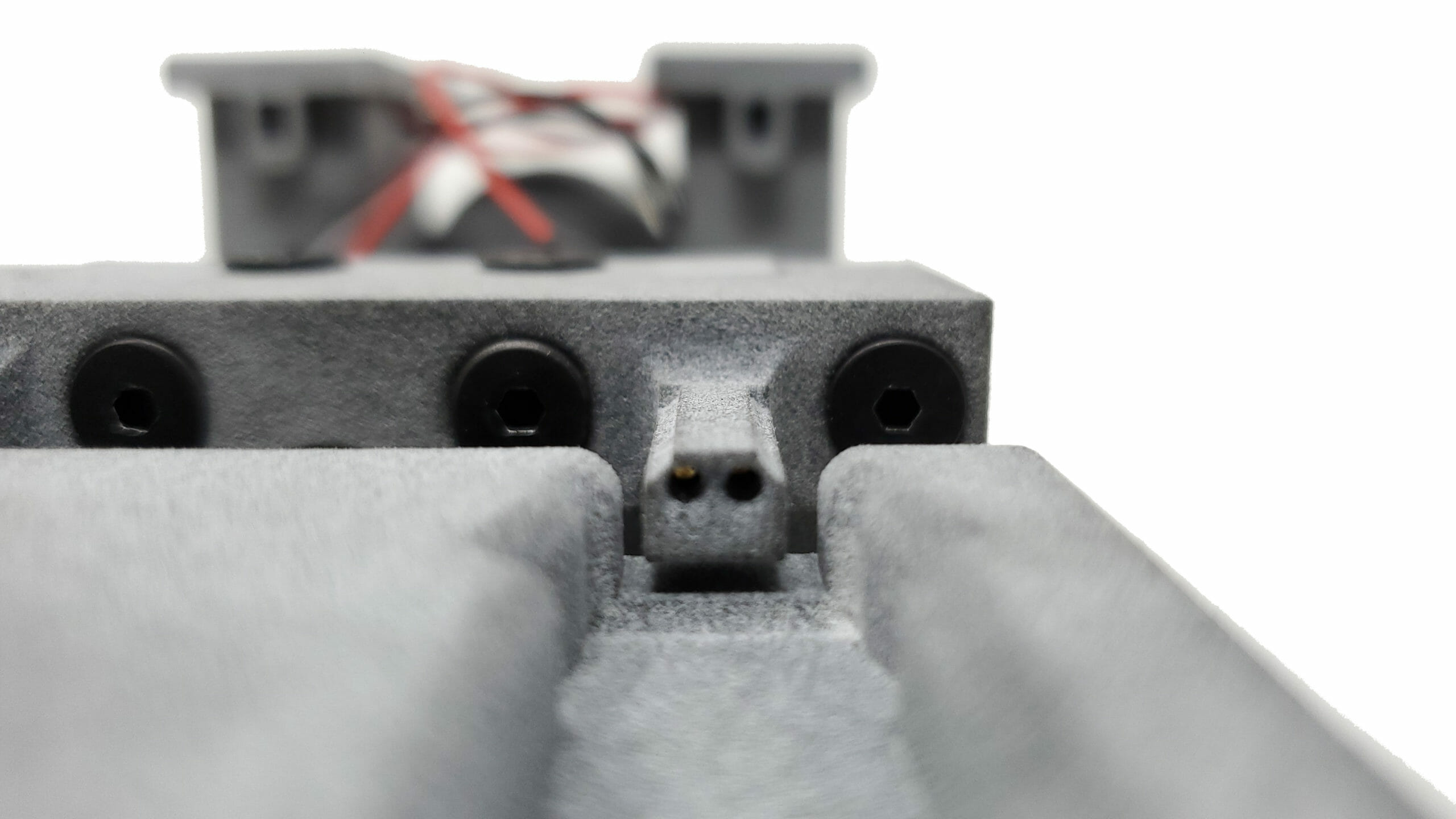
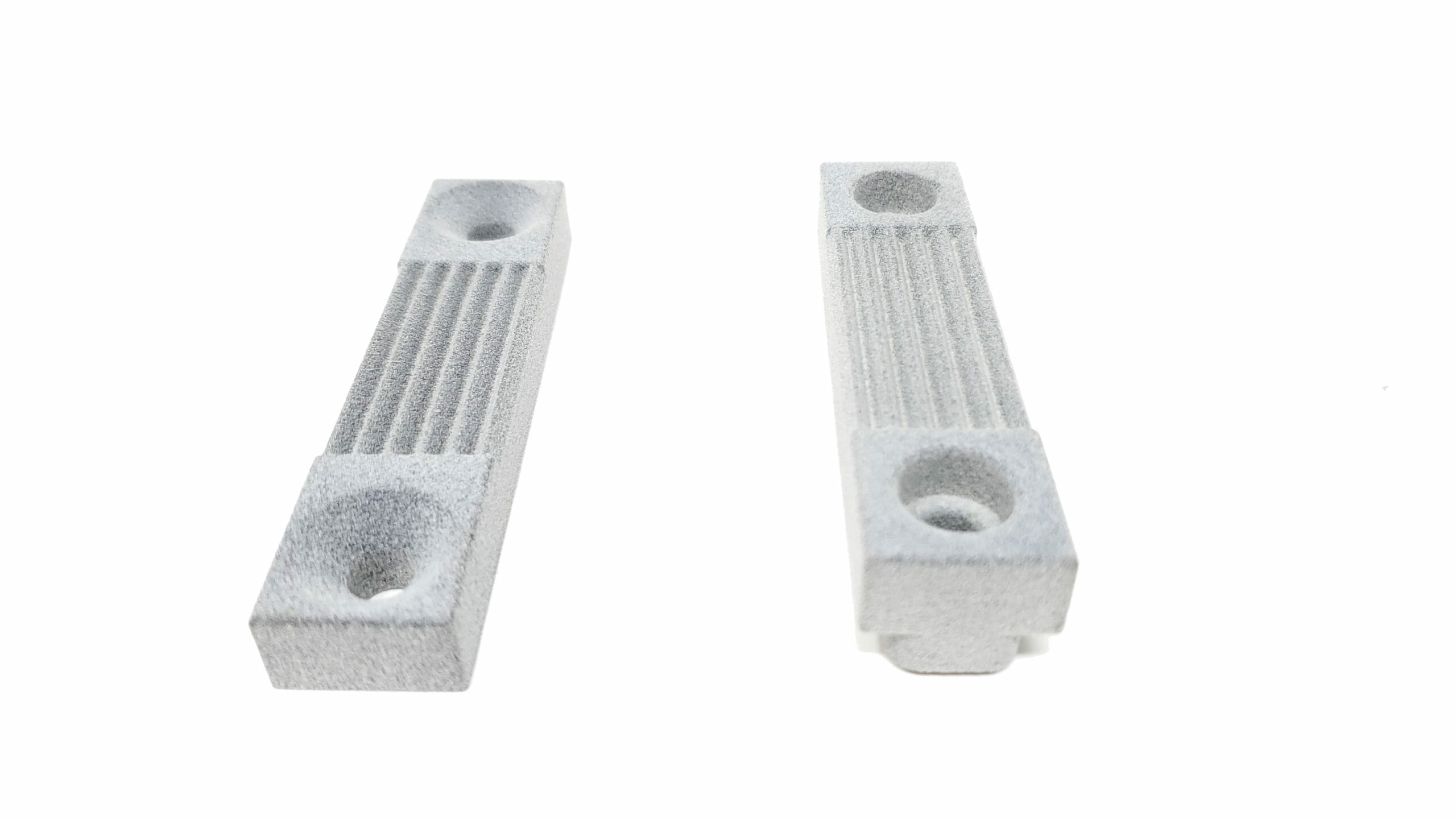
3D Printed PoGo Pin Holder Nest:
PoGo pin holder nests are notoriously hard to machine, but they are very easy to 3D print. An added benefit is that all the traditional rules of machining can be broken which makes designing an effective PoGo pin holder much easier.
HERE IS OUR FULL PAGE DEDICATED TO THIS TOPIC





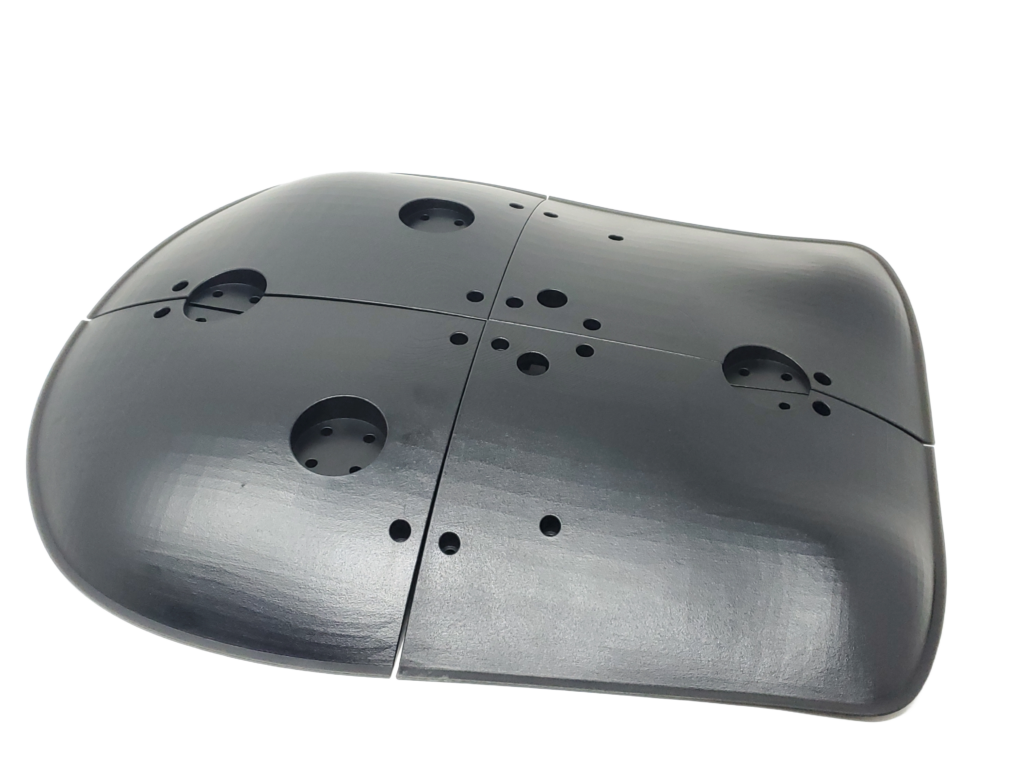
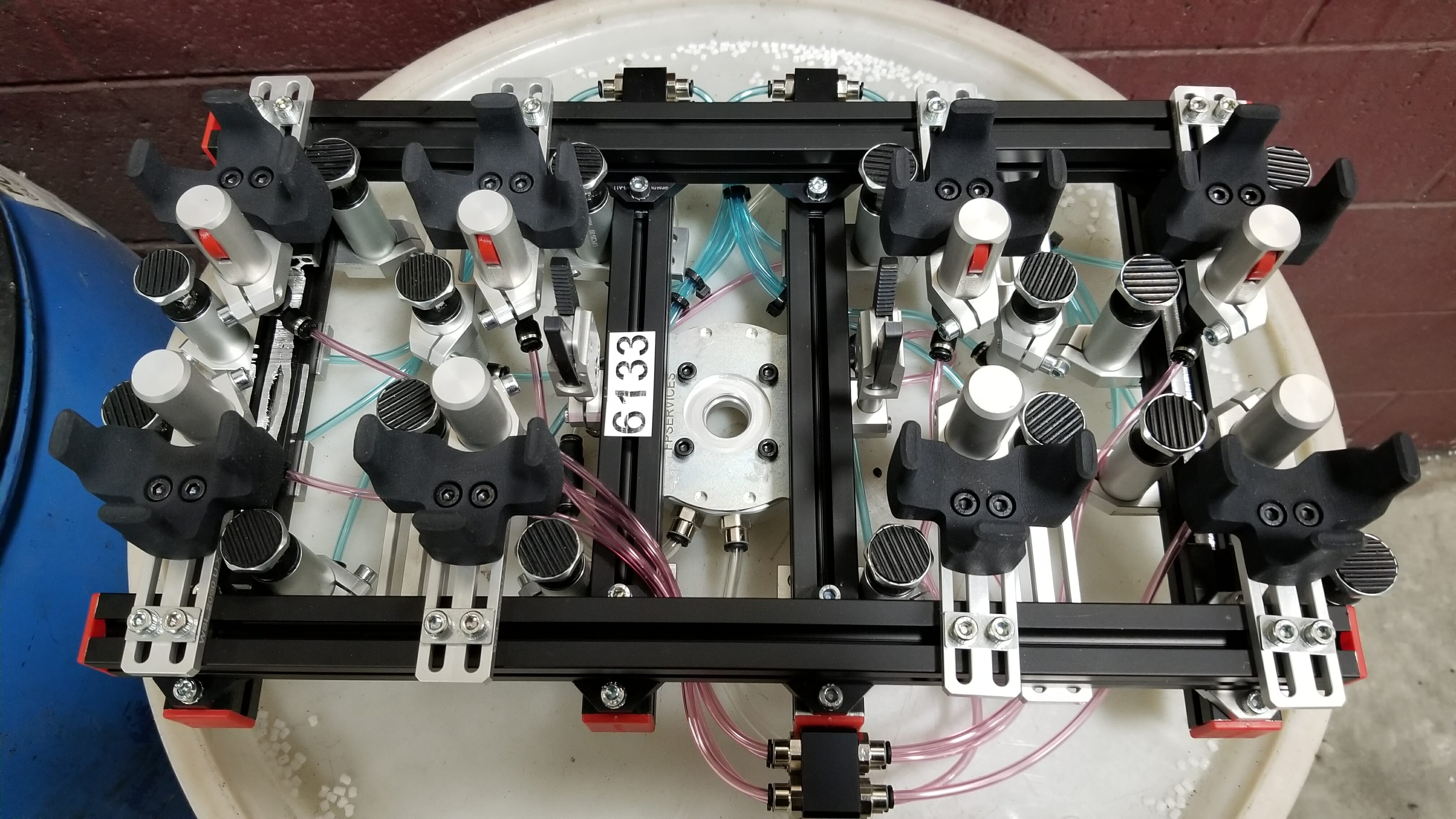
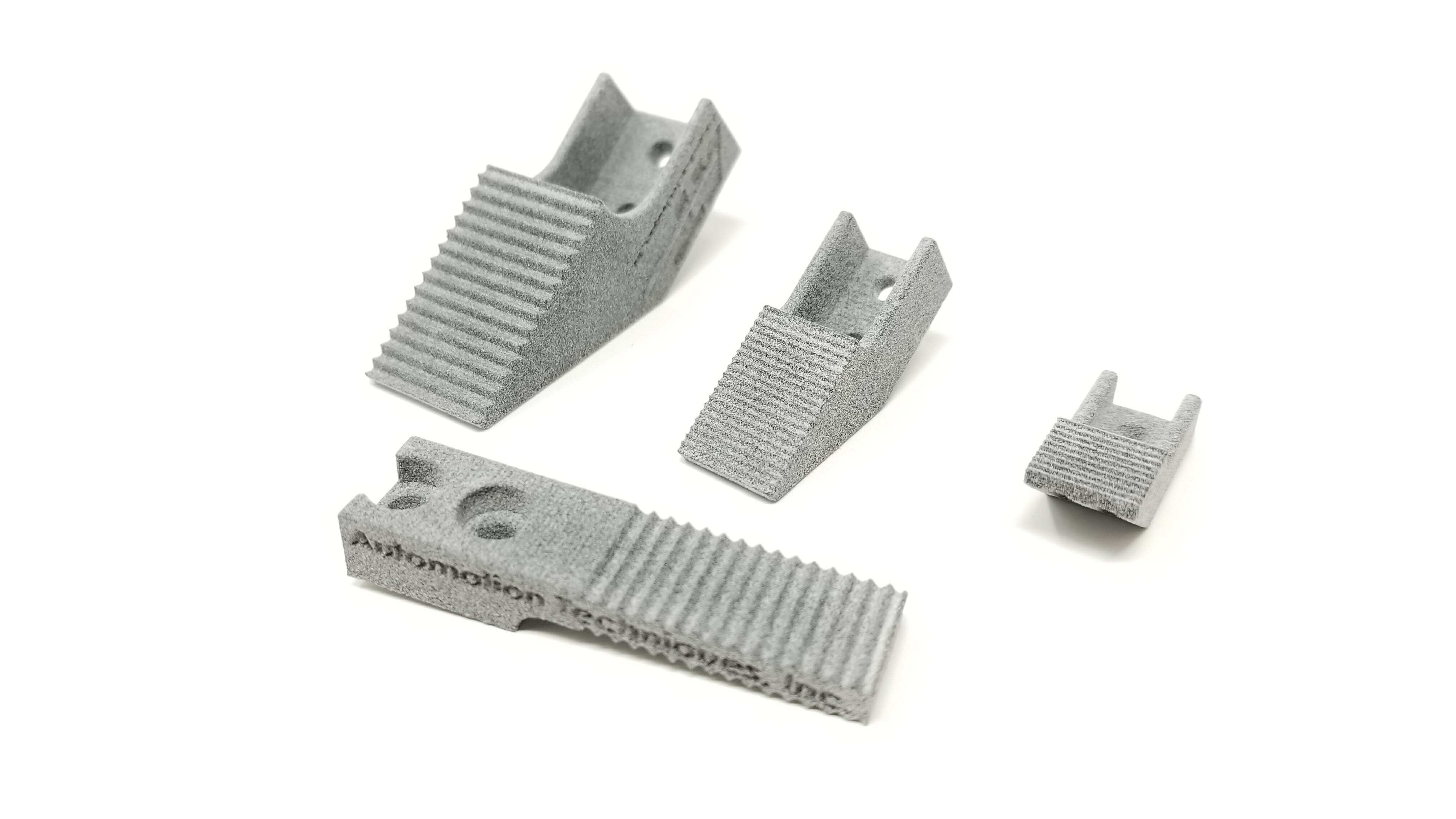
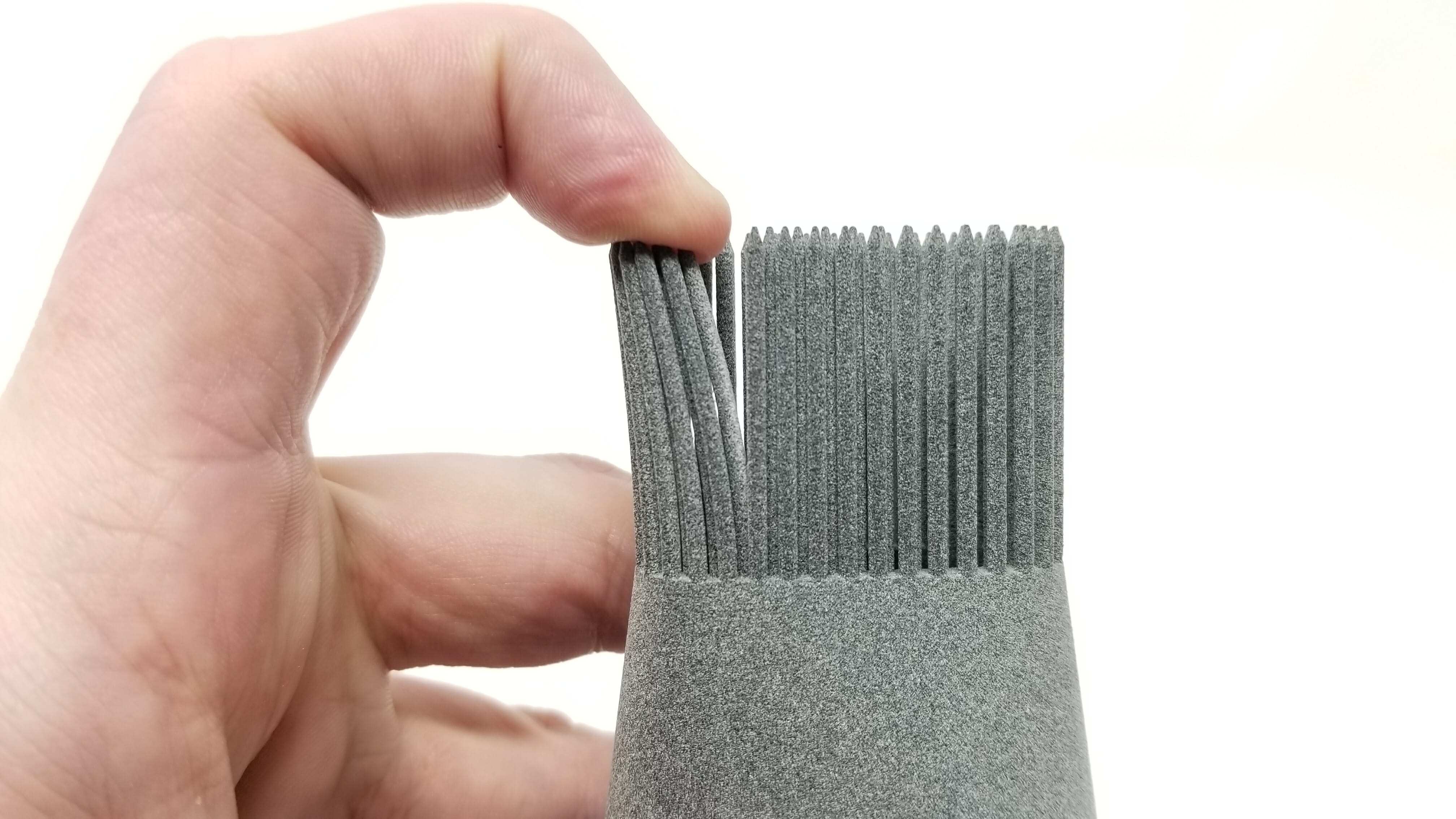
3D Printed Rubber Gripper Pads:
3D Printed Rubber Gripper Pads offer the ability for the designer to come up with a gripper pad that is perfectly suited in size, mounting, and grip texture for the application they are designing for. It is a very cost effective solution verses the traditional method of buying raw blanks of rubber and then trying to machine it to fit.





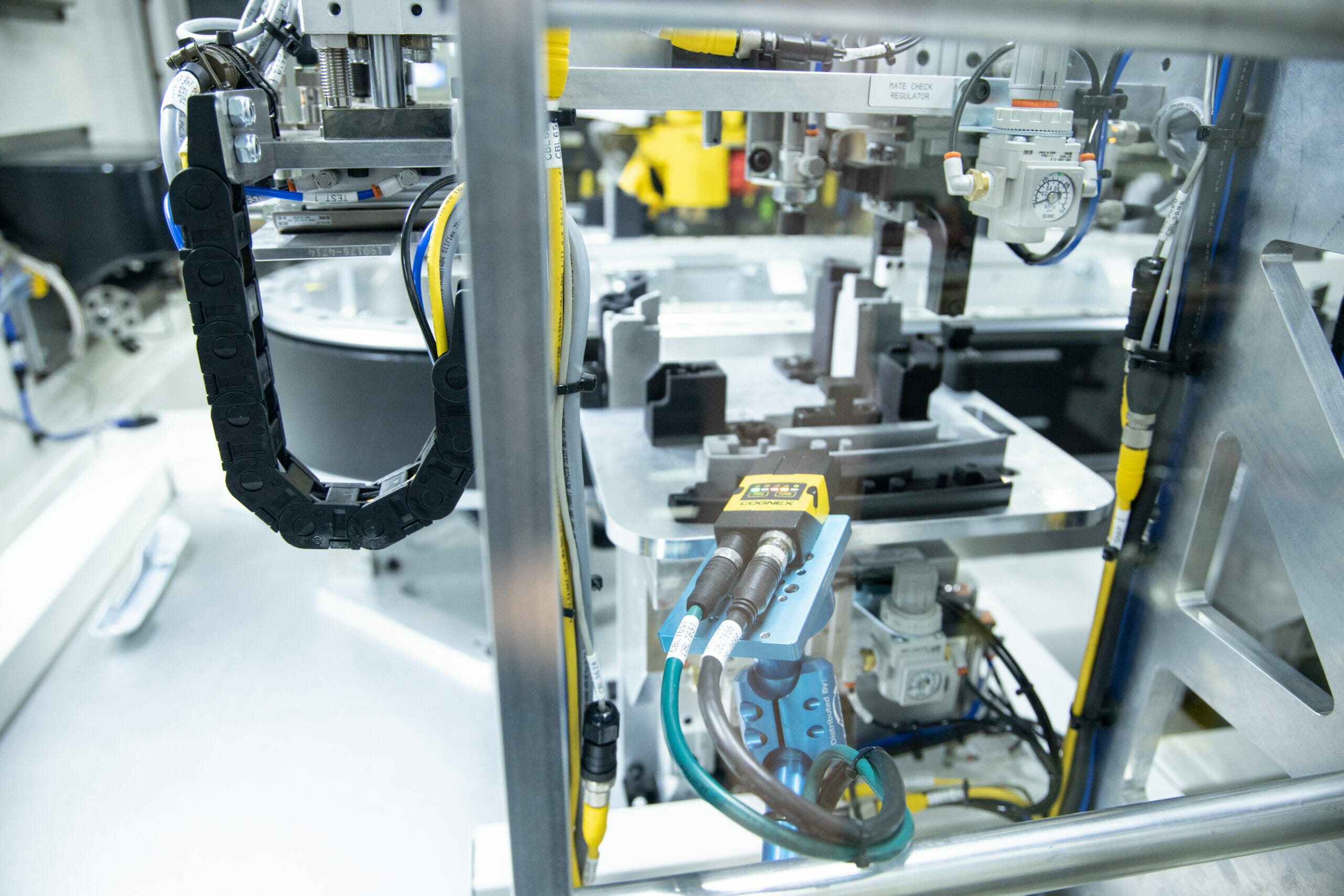
General 3D Printed Machine Details:
There are lots of other details that can be 3D Printed for Automated Equipment application. From vision system and sensor mounts to display mounts and guarding details, here are some examples:
















3D Printed Welding Fixtures:
We have experimented with 3D printing details for use in very close proximity to MIG welding operations with some interesting results, you can find out more about this on our dedicated page for this topic.

Machines that are using 3D printed components:
Frequently ask question by our machine builder customers:
Can MJF 3D Printed parts hold up to oils, grease, or cutting fluid?Yes, we have submerged these MJF 3D Printed parts in light oils and coolants for extended periods of time. They do not absorb any of these fluids and can be cleaned with a can of break cleaner and a rag. Click here for a page specifically dedicated to the chemical resistance of MJF parts and what they can hold up to.
Both Nylon and TPU Rubber are extremely tough and have held up well to the testing we have done with using it to nest steel parts. For more detailed information on this question check out our pages on Nylon 12 and TPU Rubber wear testing.
We did a research project to test various MJF 3D printed thread sizes for both thread pull out force as well as material tensile strength. You can find this information here.
PA-12 Nylon MJF component can be flocked or pasti-diped in order to 100% guarantee that a Class A finish is not damaged. Another option is to print the parts in a Class A safe TPU. Nest inserts can also be printed in the TPU material so that the nest can still be rigid but will not actually contact the part.
Yes, if the 3D printed part is printed in our TPU rubber it can be used to nest parts that are being joined with a ultrasonic welding process. The TPU will not mar the parts and also there is not the spalling effect that happens with Delrin or HDPE nests.
Yes, there are many ways to put threads into these parts, here are a few examples we have tested and had success with for other customers:

For a full design guide on printed in threads please see our dedicated page on the topic.

For a full design guide on heat set inserts please see our dedicated page on the topic.


E-Z Lok Inserts work great for TPU parts and are threaded into a printed hole.
For a full design guide on E-Z Lok Inserts please see our dedicated page on the topic.
3D Printing for Automated Equipment Design Guide
Here is a link to our Multi Jet Fusion Parts Design Guide (this is the process we use to make details for machine builders), it will offer you useful design tips for this 3D printing process as well as answers to many frequently asked questions about about the HP Multi Jet Fusion 3D printing process: