This 3D Printing Glue Strength Guide was built due to questions we have repeatedly gotten from customers over the years when they are planning to glue 3D Printed parts they have sourced from us together after they receive them. The most common questions are:
What type of adhesives would we recommend for bonding 3D printed parts together (especially when they are used to join dissimilar materials)?
What kind of strength can be be anticipated when using a glue joint on an assembly of 3D printed parts?
In order to do this testing we printed the same base part in a large number of the most common materials we produce parts in for our customers:
MJF – (NYLON) PA-12
MJF – M95A TPU
SLS – (NYLON) PA-12
SLS – (NYLON) PA-12 GB
SLA – ACURA ClearView
SLA – ACURA 25
PolyJet – VERO CLEAR
CLIP – EPX82
FDM – ABS
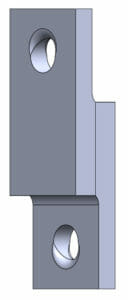
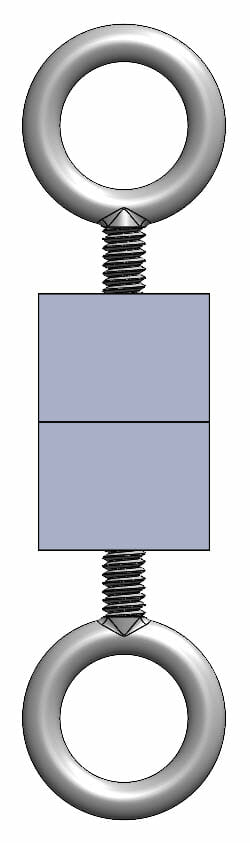
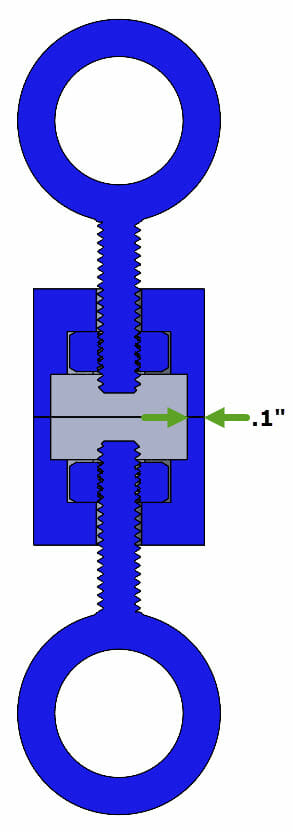
The glue joint design that was settled on was one that is considered a worst case scenario from a strength perspective, its called a butt joint. The flat area that made up the butt joint was .1″ wide, this is a common thickness we see for these types of joints and also acts as a worst case scenario due to its small size. For a look at other types of glue joints that are much stronger check out our HP Multi-Jet Part Design Guide and look at the section titled: “Glue Joints”.
Tensile Strength Pull Test Part Design
Tensile Strength Pull Test Part Design
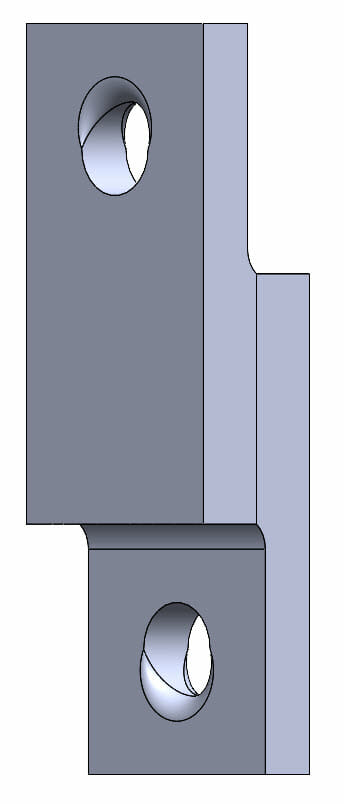
Shear Strength Pull Tests Part Design
Shear Strength Pull Tests Part Design
We put both of these questions to the test with a collection of tensile strength and shear strength pull tests designed to come up with an approximate breaking force for each combination of materials. Check out the following videos and tables to see the results:
3D Printing Glue Strength: Adhesive Recommendation
Based on our research prior to filming this test we narrowed down the best all around glue to Loctite HY4070. It had the best average holding power across all of the different material and printing processes we tested it on verse other epoxies and super glues. This glue is also commonly available and can be found on amazon.com.
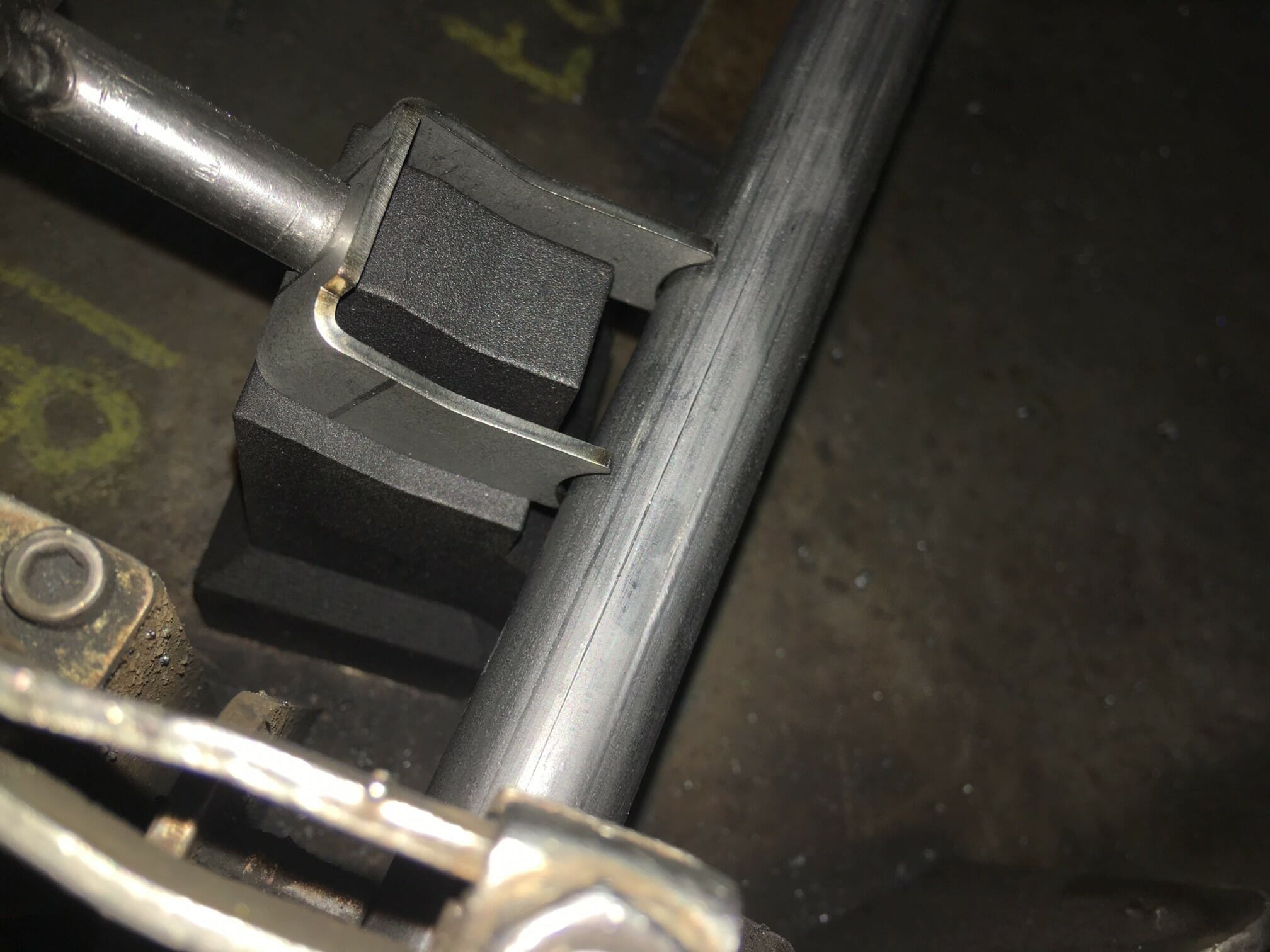
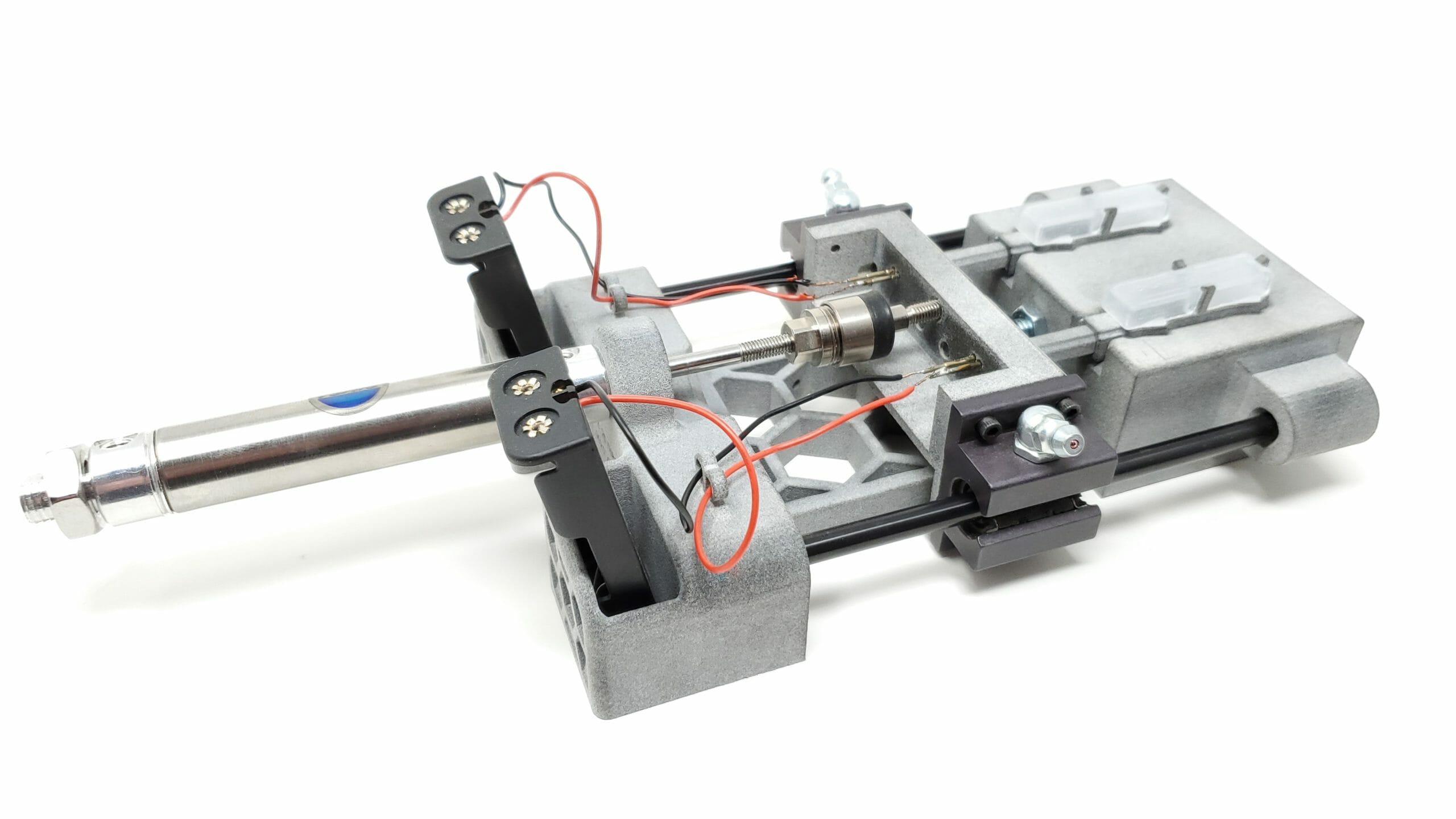
3D Printed Welding Fixtures for use with prototype or low volume manufacturing applications have become a reality in recent years. This is due to advances in the types of materials that are printable along with the machines that run them coming down in cost and increasing in speed. The reason we are seeing metal fabrication shops starting to use 3D printed details on there weld fixtures are the following:
Build Speed: Whether its 1 or 50 details for the fixture 3D printing is generally a faster method of getting these parts compared to CNC machined or fabricated metal components.
Design Freedom: 3D Printed Welding Fixture details can be designed to have all the needed complexity to allow for easy set up, alignment, clamping, and clearances for welding that can sometimes be challenging to achieve with traditional fixture manufacturing methods.
Anti Weld Spatter: Due to the parts being plastic it is much harder for weld spatter to stick to them. When coupled with a Cerakote coating (which is good up to 1800F and is ceramic based) the instances of spatter sticking to them is reduced even more.
Light weight: simple table top fixtures can become quite heavy when constructed entirely out of steel, this can make them tiring to work with or cause ergonomic issues for the welder. Nylon is 1/4 the weight of steel, this greatly reduces the weight of 3D Printed Welding Fixtures.
The best process / materials we have found for these 3D printed details is the HP MJF printer coupled with either Nylon 12 or Nylon 12 with 40% glass in it. This was the machine used to produce the parts you see in the example below:
It is important to note that these 3D printed details will not hold up as long as traditional steel details so they should not be considered for use on long running production fixtures. Instead, they are very well suited for things like prototype, low volume production, and service part production.
You will find both the webinar recording (above) as well as the PowerPoint slide deck recapping the webinar “8 Robotic & Automation Applications Using Flexible 3D Printed Parts“
Here are a collection of links to other pages on the F3DP website that are relative to the topics covered during this webinar:
More info on the M95A TPU material and some of the many use cases we have found for it:Click Here
Want to see a full video tutorial showing exactly how MJF machines work from start to finish:Click Here
Have questions? Our sales engineers (Paul and Dylan) would be happy to talk with you further! You can reach them at:
Sales@Forerunner3D.com
616-604-1977
Design Guide: Threads In 3D Printed Parts
Printing the threads in 3D printed parts is possible, and as you can see from the testing video below it works quite well even in high load end use applications. Through testing we have done here at F3DP we have found its possible to print threads as small as 6-32 or M3 into 3D printed parts. This page will teach you how to go about designing in these threads for 3D printed parts.
Thread Strength Testing: Nylon 12 Material
Tensile strength test of MJF parts with larger printed in threads
Tensile strength test of MJF parts with smaller printed in threads
Thread Strength Testing: TPU Rubber Material
Tensile strength test of TPU Rubber MJF parts, helicoil thread insert vs. printed in thread
What machines is it possible to print threads into 3D printed parts with?
Threads in 3D printed parts using an HP MJF machine with Nylon 12
This guide will be specifically talking about threads for 3D printed parts coming off of the HP MJF technology. The MJF machine is unique in that it allows for very fine features to be printed in any orientation without the need for support while still being able to use high strength materials like Nylon. The next closest technology that would be able to produce threads would be SLS, but these machines can’t capture the same level of detail as the MJF so they are limited to 1/4-20 or M6 threads or bigger. Then there are the liquid polymer machines like Polyjet, SLA, CLIP, DLP, ect. These machines can absolutely print threads down to 8-32 or M4, but the hole must be oriented in the vertical direction from the print bed. If the hole is horizontal it will end up with support in it and the 3D printed thread will not turn out. Lastly, FDM technology is not suited to print in any threads under 1/2-13 or M12, and they have to be oriented vertically from the machines print bead.
What software is used to design threads?
Our in-house engineering group works with all the major CAD software’s, but the one that is the easiest to use for adding threads into a 3D printed part is Solidworks. The reason for this is that it has a built in tool that will automatically add in the correct thread profile for you. For this reason this guide is built around this software, and the following video is a tutorial that will walk you through how to add threads in 3D printed parts:
For those not using Solidworks for their CAD design software we have also collected thread design how to video’s for a lot of the other major CAD design software’s on the market:
Designing 3D printable threads with Autodesk Fusion 360
Designing 3D printable threads with Autodesk Inventor
Designing 3D printable threads with CATIA V5
Designing 3D printable threads with PTC Creo
Designing 3D printable threads with Google SketchUp
Designing 3D printable threads with OnShape
Designing 3D printable threads with TinkerCAD
Want a second set of eyes to check over your design or have a question? We offer free Design for Additive Manufacturing (DFAM) consulting for our customers:
Cerakote Express – AR Platform Part Pricing / Color Guide
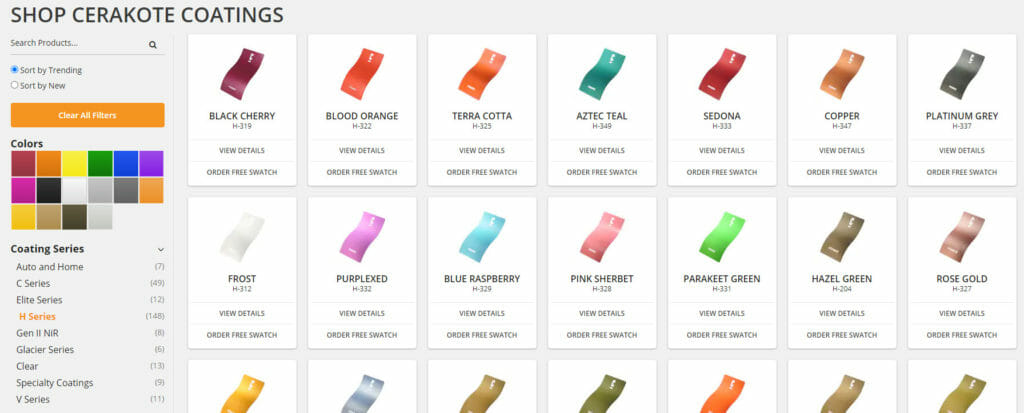
Here at Cerakote Express we are specialist in applying Cerakote to a range of materials like plastics, metal, composites, and more. The coating can be used for adding a cosmetic finish, wear protection, or a low friction surface finish among other things. Unlike traditional coatings like 2K automotive paint or powder coat, Cerakote goes on extremely thin (.001″ thick or less in most cases) and is one of the must durable coatings on the market today.
Whether you need 1 part coated with a single color or a full production run of multiple parts with complex masking and multiple colors the team at Cerakote Express can help!
If you would like a color other then one that is stocked in our inventory we can order it for you. Please check out the color list available from Cerakote, make note of the Item code (for example: H-190) of the color you want, and include that information when you reach out to us with your order.
Average Lead Time:
Stocked Colors: 1-2 Weeks*
Custom Colors: 2-3 Weeks*
*NOTE: Lead time is based on an average size job, larger quantities or bigger projects may drive longer lead times. A firm lead time will be given at the time a formal quote is generated for a project.
NOTE: Per part cost will be discounted the more Tumblers are order, email for details.
Other Firearms Price List:
YOUR PARTS MUST COME TO US FULLY DISASSEMBLED
The following pricing is for a single color, if you want multiple colors let us know when you request a quote.
Want to combine multiple parts together into a single order? We can do that for you with a custom quote and potentially we may be able to offer you a lower per part cost depending on the quantity of parts you are considering getting coated as a batch.
The following pricing is for a single color, if you want multiple colors let us know when you request a quote.
Don’t see the part you want coated listed here? Just use the “other” category when you request a quote and we can quote it for you.
Want to combine multiple parts together into a single order? We can do that for you with a custom quote and potentially we may be able to offer you a lower per part cost depending on the quantity of parts you are considering getting coated as a batch.
Full AR Platform Rifle
Complete AR Rifle:
(1) Stocked Color: $350
(1) Custom Color: $420
Each additional color: +$50
Custom Stencil Work: Request a quote
Add Accessories: Request a quote
Stripped Lower Receiver
Stocked Color: $70
Custom Color: $100
Stripped Upper Receiver
Stocked Color: $70
Custom Color: $100
Stripped Upper Receiver + Controls Kit
Stocked Color: $100
Custom Color: $130
Stripped Upper & Lower Receiver
Stocked Color: $125
Custom Color: $200
Stock & Buffer Tube Assembly
Stocked Color: $100
Custom Color: $130
Handguard
Stocked Color: $100
Custom Color: $130
ESD Safe 3D Printing Options
Initial 3D Printed Part ESD Test Results:
ESD safe materials are those that prevent electrostatic charges from building up in a component. When you are shocked by a doorknob that is an ESD (Electrostatic Discharge). Those charges can damage electrical components. So all material in a facility that manufactures electronics have to be ESD Safe. This can be achieved with various ESD Safe 3D Printing Options we will cover on this page. But first lets go through some terms and there definitions.
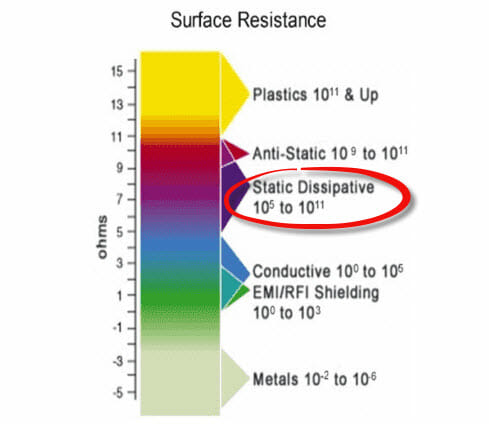
Electrostatic Discharge Terms, see surface resistance chart below for visual reference.
Conductive:
Conductive materials have a low electrical resistance; thus electrons flow easily across the surface or through these materials. Charges go to ground or to another conductive object that the material contacts.
Dissipative (ESD safe):
Dissipative materials allow the charges to flow to ground more slowly in a more controlled manner than with conductive materials.
Ant-Static:
Anti-static materials are generally referred to as any material which inhibits triboelectric charging. This kind of charging is the buildup of an electric charge by the rubbing or contact with another material.
Insulative:
Insulative materials prevent or limit the flow of electrons across their surface or through their volume. Insulative materials have a high electrical resistance and are difficult to ground, thus are not ESD safe materials. Static charges remain in place on these materials for a very long time.
Static shocks destroying a circuit board (PCB)
Surface Resistance Visual Chart
When evaluating materials for ESD performance, the most important property is usually the surface resistance, measured in ohms. Conductive materials – typically metals – have a surface resistance generally less than 103 ohms, insulators such as most plastics are rated at greater than 1012 ohms, and ESD materials fall in the mid-range, at 106 to 109 ohms.
The best way to fully grasp ESD safe 3D printing materials, is to understand where ESD safe plastics have been used. There are three primary uses for ESD safe plastics:
Electronics manufacturing tooling:
Static shock Prevention
EXAMPLE: ESD safe jigs and fixtures for printed circuit board manufacturing
Materials in a combustible/explosive environment:
Static Spark Prevention
EXAMPLE: All the plastic parts near a gas pump
Nuisance static charge elimination:
Static Cling Prevention
EXAMPLE: powder conveying materials
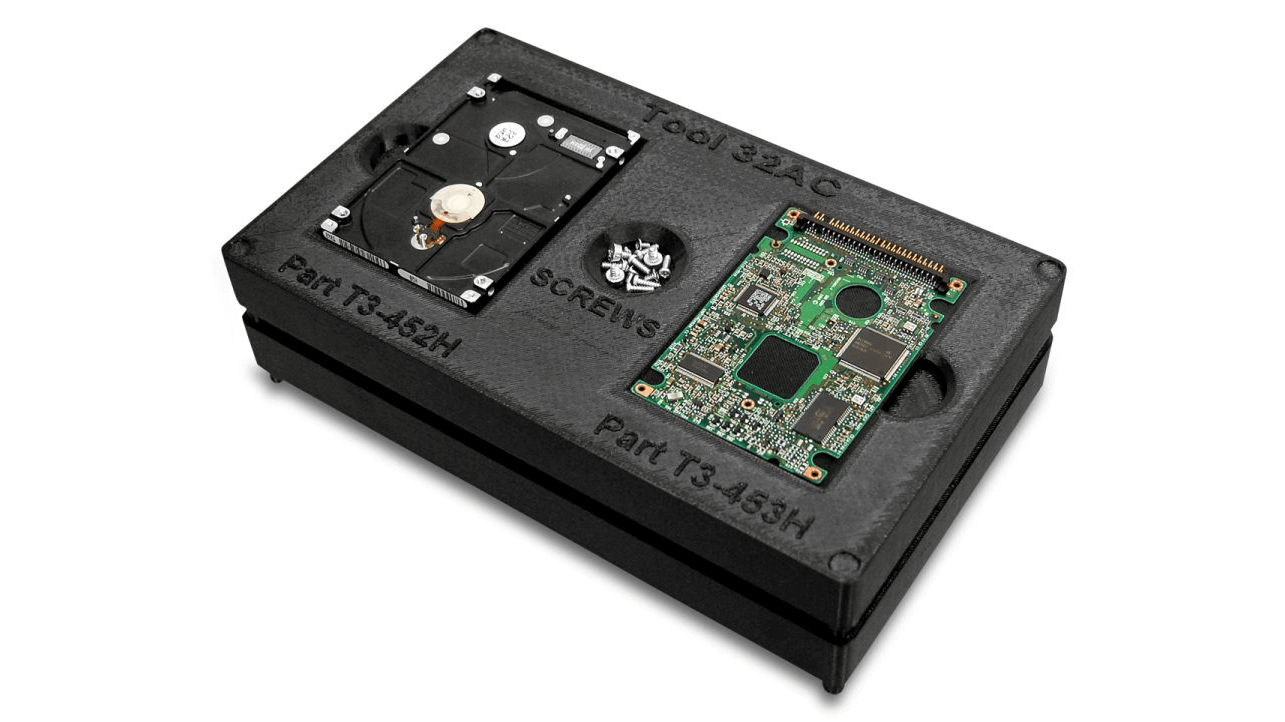
The biggest demand is usually found in the electronics manufacturing industry where lots of new electronic devices are being developed and manufactured each day. Every one of these devices requires a multitude of custom jigs, fixtures, pallets, nests and assembly aids to produce. Traditionally these components are made in medium to low volumes with traditional subtractive manufacturing techniques (CNC milling). This results in long lead times and very expensive tooling charges. Additive Manufacturing is changing all of this by allowing manufacturers to design jigs and fixtures to be 3D printed with advanced engineering-grade materials that meet ESD surface resistance requirements. Lead times can be reduced from weeks to days and multi-component assemblies can be reduced into a single 3D printed part.
Options for ESD Safe 3D Printed Parts
There are 3 options for making ESD safe 3D printed parts, ABS-ESD7 material printed on an FDM machine, ESD Resin material printed on an Formlabs SLA, or Nylon 12 material printed on and HP MJF machine and coated in an ESD safe coating. Each of these options has its pros and cons which we will cover here.
The ESD material is formulated into the ABS plastic making it wear resistant
FDM machines can print large parts (36″ Long x 24″ wide x 36″ tall)
Cons:
The parts have a rough surface finish and are weak in the Z direction of print orientation
Things like layer direction and placement of dissolvable support can adversely effect the ESD safe characteristics of the part and must be proved out with a prototype
Conclusion: This material / process is best suited for very large parts in low quantities that need to be ESD safe and can have a rougher surface finish
The ESD material is formulated into the resin making it wear resistant
SLA machines can print extremely detailed and very accurate parts
Cons:
This printer has a small bed size so part size is limited (5.7″ × 5.7″ × 7.3″)
This is our least heat resistant ESD material at 143.9 °F so its not well suited for high temp applications like soldering
Conclusion: This material / process is best suited for small parts with high detail in low quantities that need to be ESD safe and will be used in room temp environments.
The parts are extremally strong and wear resistant
The coating can be easily reapplied in the field if needed due to wear or damage
The coating is EXTREAMLY ware resistant (see video below)
Cons:
In extreme situations like sand blasting environments the coating can be stripped off the part its applied to
The coating is applied line of sight and thus can’t coat internal features of a part
Conclusion: This material / process when coated with an ESD safe coating is well suited to all nesting applications for machine builders and anyone who needs a medium to high quantity of electronic enclosures with ESD safe characteristics
Need help determining what is the best ESD Safe 3D Printing option for your project? Feel free to reach out to our sales engineers for a free evaluation of your project: Sales@Forerunner3d.com
Extreme Wear Testing of Nylon 12 With a ESD Safe Coating Applied
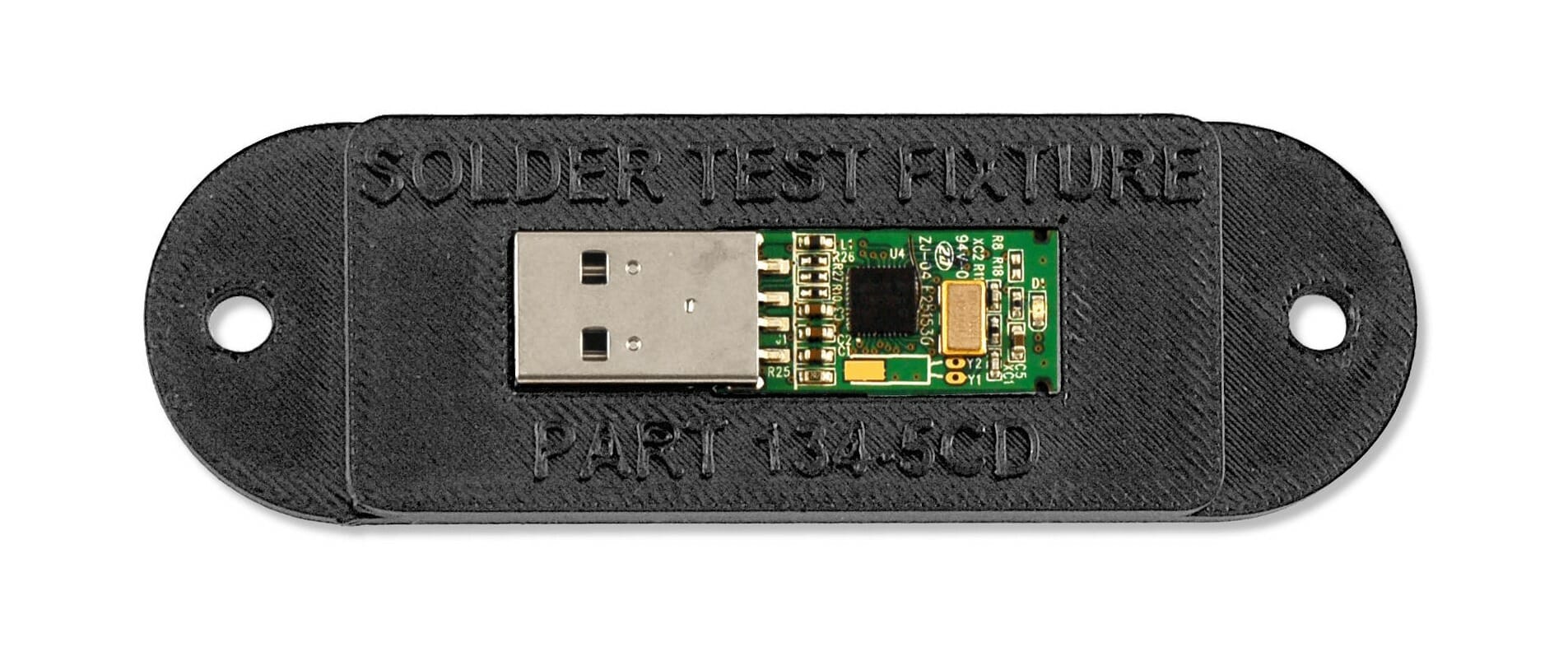
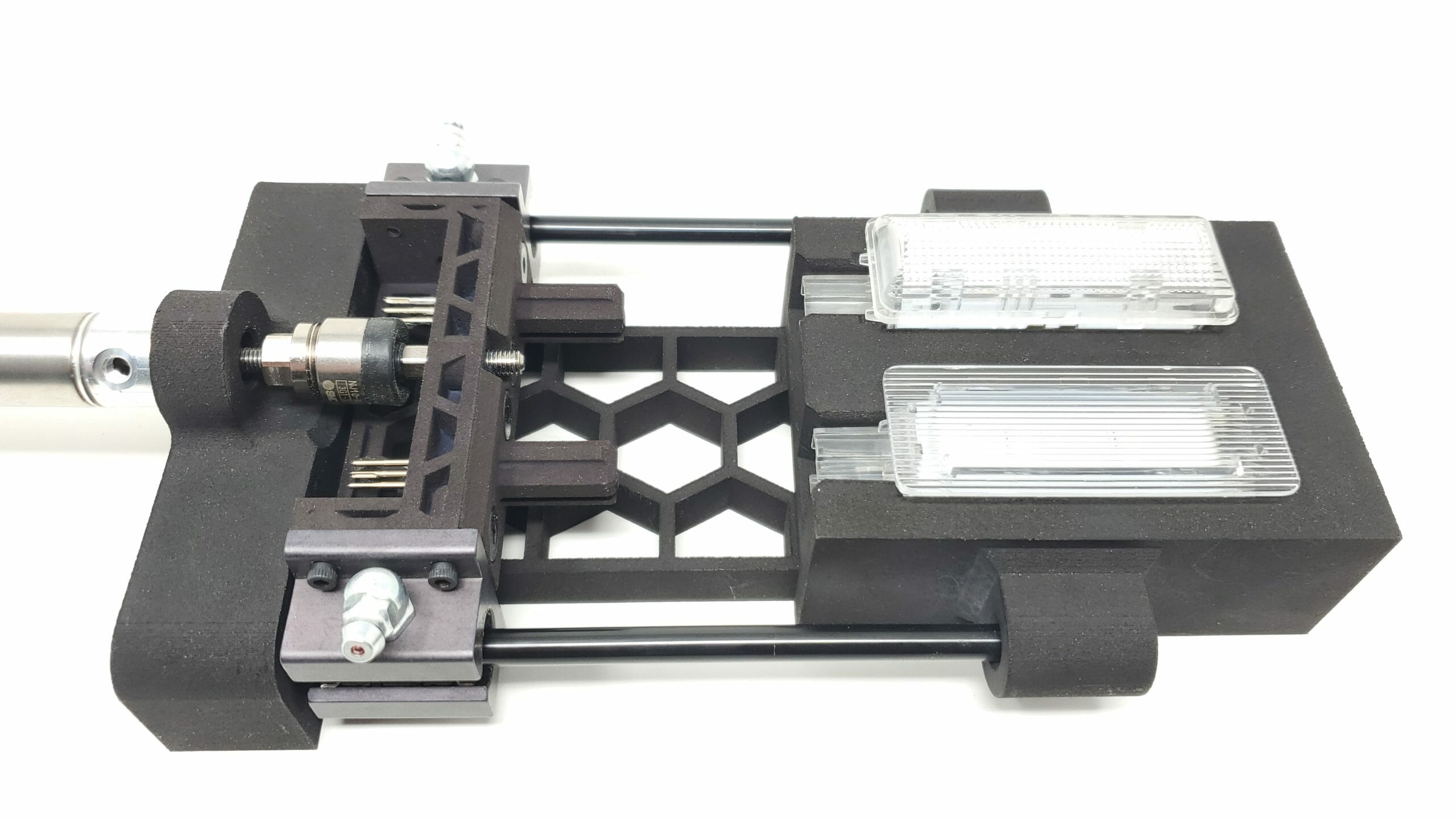
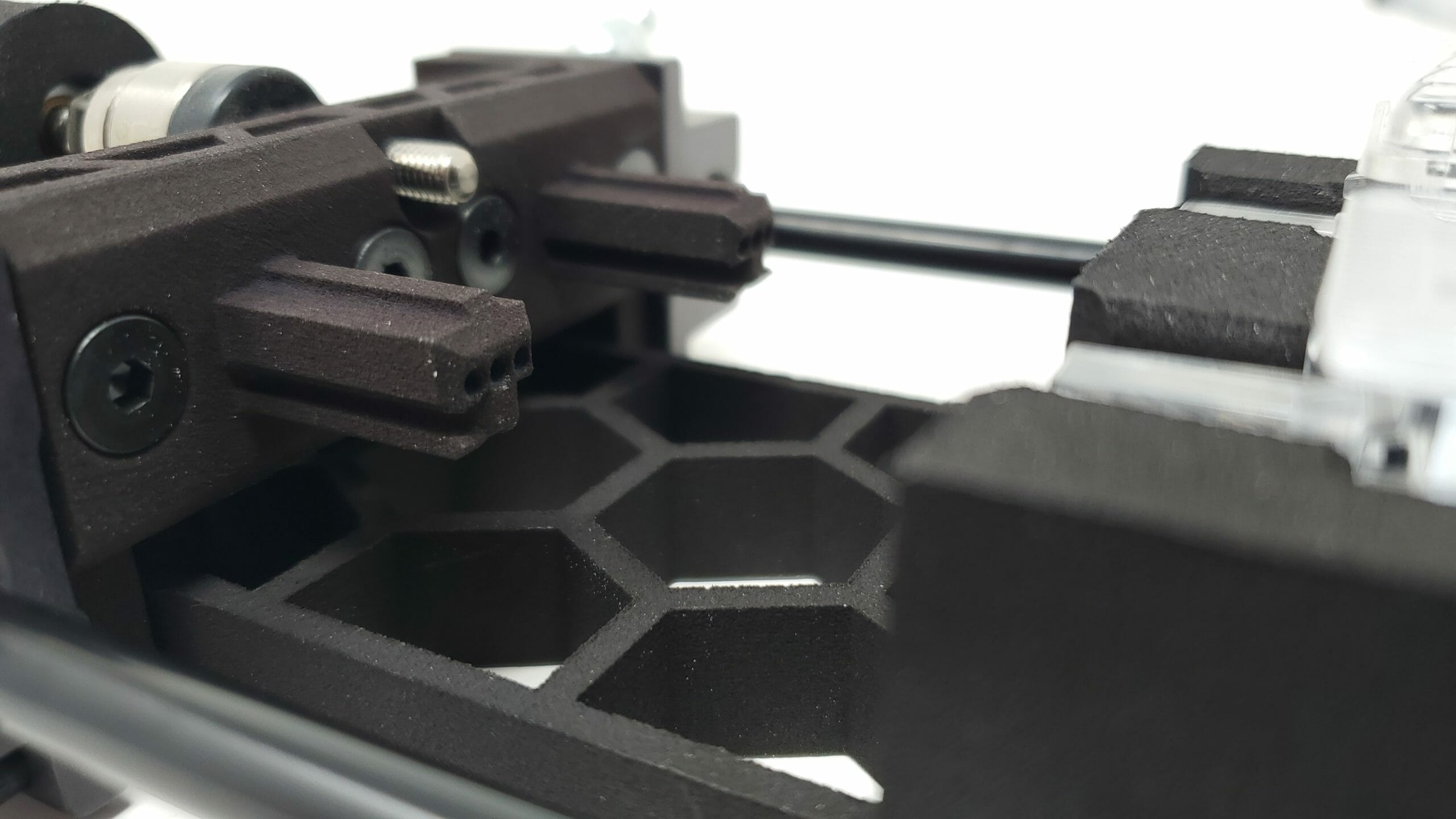
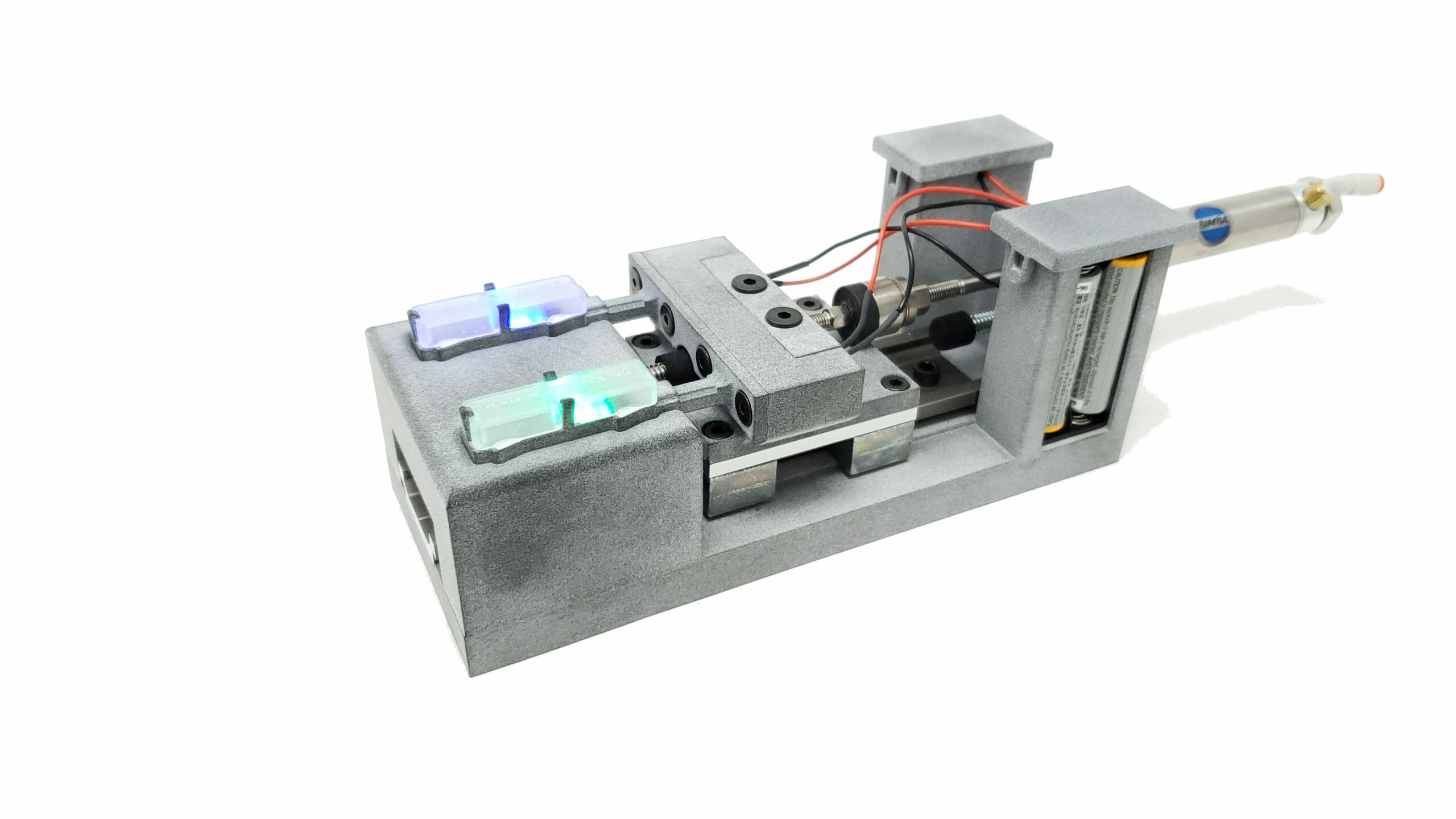
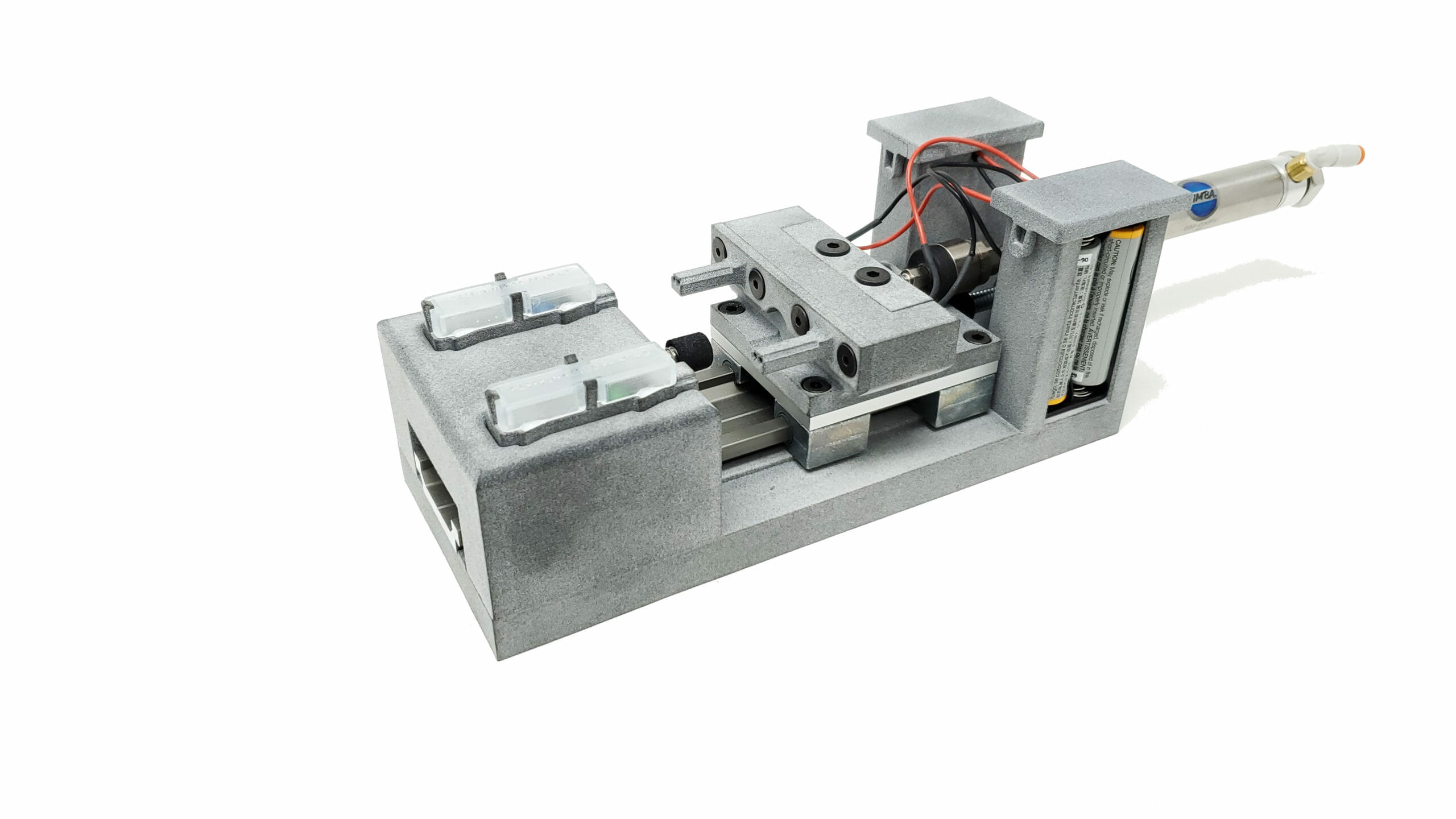
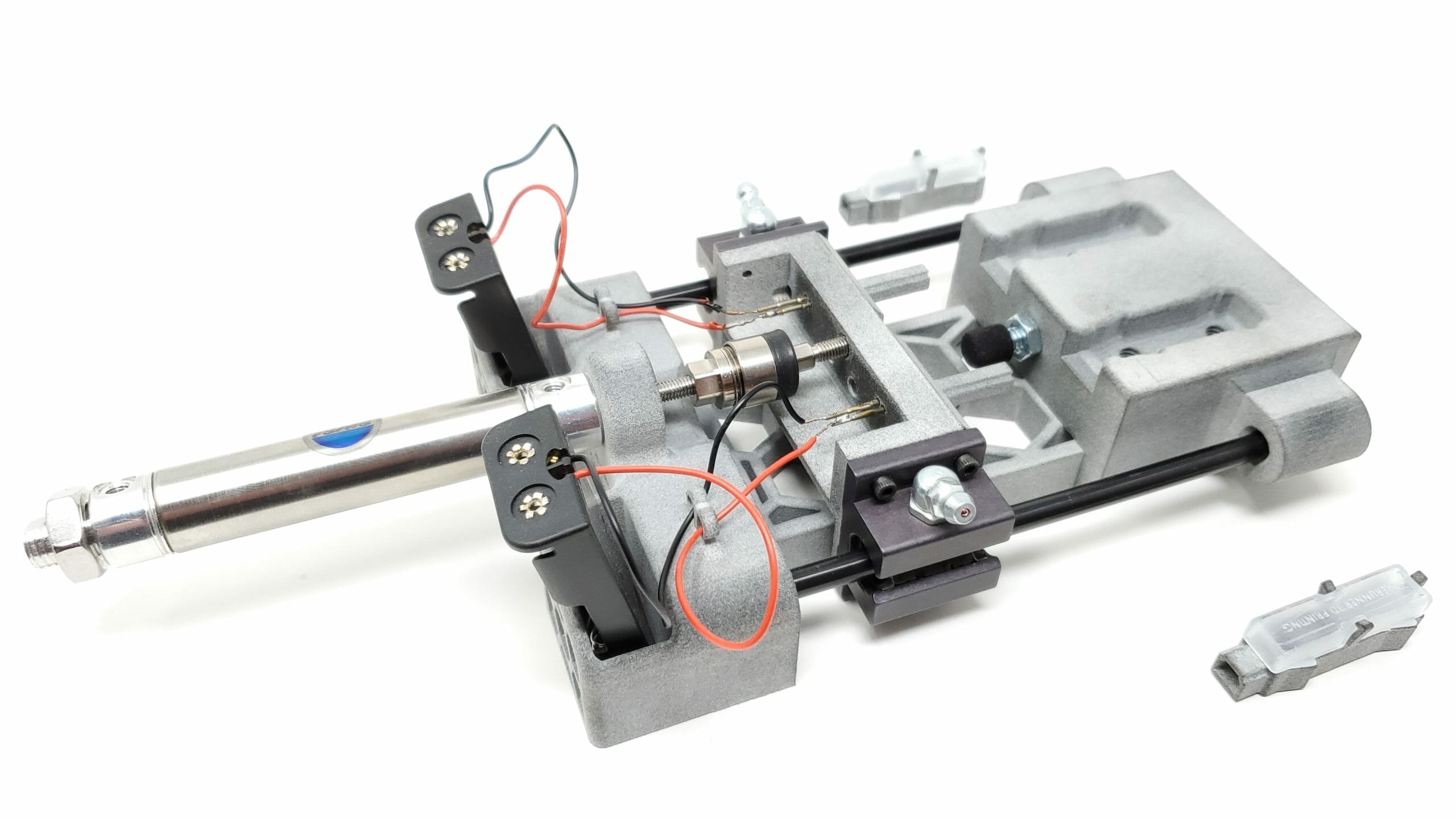
Since the advent of electronics companies have been struggling with the need to build end of line testers, specifically Pogo pin nests. This pain point is rapidly being solved with the advent of 3D Printed Pogo Pin Nests. On this page you will find the detailed research we have conducted along with real world examples of how 3D Printed Pogo Pin Nests are now being implemented by Forerunner 3D Printing customers across their business in order to solve their long standing issues with traditionally manufactured Pogo Pin nests.
To start, we should probably talk about what exactly a Pogo pin is! Pogo pins are spring loaded probes that can be pressed into a hole to connect two PCB boards together or to allow for a electrical connection to be made with a plug that had metal pins imbedded in it. We use pogo pins that are manufactured by QA Technology and Mill-Max Mfg. Corp. when we are designing 3D Printed Pogo Pin nests.
For help with which tip style to choose click here
There are many different types of Pogo pins to allow for different connection strategies, as well as different signal types and amperages/voltages. Typically, there is a spring-loaded test probe that fits into a receptacle. The receptacle gets pressed into a hole in the 3D printed test fixture to retain and hold the probe in place. See the animation below for an example of how one of these nests is assembled.
How a pogo nest is assembled
Example of how to pogo pin (which is replaceable) is seated in the receptacle (which can be permanently mounted into the 3D Printed nest.
The block that the receptacle pogo component is pressed into as well as the cover that goes over the removable pogo pin its self and acts as a guide for it are both ideal candidates to be manufactured with either MJF and FDM 3D Printers.
TYPE POSITION: Full-Time-Hourly OR Part-Time-Hourly
HOURLY RANGE: $12-$16
BENEFITS: Medical/Dental/Vision/Life/Disability Insurance, Paid Vacation Days
GENERAL STATEMENT: Entry level position operating 3D Printing machines, post processing parts, as well as general assembly of finished goods, and shipping duties.
ESSENTIAL DUTIES & RESPONSIBLITIES:
Machine Maintenance: Completion of scheduled maintenance tasks, troubleshooting, basic repairs, keep equipment and work area clean and orderly.
Machine Operation: Start jobs, and correct malfunctions and build failures.
Post Processing: support removal of plastic parts, cut, file, sand, glue, and paint.
Utilize post processing equipment: hand/power tools, operate bead blasting equipment, and parts dying machine.
Shipping: Utilize Project tracking software for shipping instructions, package parts securely and safely for delivery, maintain inventory of packaging material, and Amazon fulfillment duties.
SAFETY & ERGONOMICS:
Proper use & storage of hazardous materials according to SDS requirements
Use PPE: such as masks, and appropriate gloves when working in shop.
Coordinate disposal of hazardous material.
QUALITY:
Communicate & document part defects according to QMS.
Inspect items to ensure compliance with AQP
Keep Inspection tools (Height Gage, caliper, Micrometer, etc.) properly calibrated according to industry standards to ensure quality.
Meet Delivery deadlines to ensure customer satisfaction
PHYSICAL DEMANDS:
Capability to stand for long periods of time
Lift 50lb or more
Has good mobility to be able to clean the machine in tight areas.
EDUCATION, EXPERIENCE:
Highschool Education required
Experience with hand/power tools, and operating a hi-lo preferred but not required
Experience with 3-D CAD data, 3D Printing and/or manufacturing experience preferred but not required
SKILLS:
Self-motivated and work independently
Unquestionable ethics and integrity
Highly motivated
Comfortable with rapidly evolving projects, and job description
Works well with other team members.
Good written and oral communication skills
Attention to detail
Positive, can do attitude
High mechanical aptitude (passion for figuring out how and why things work)
Love of continuing education and self-education
An attitude of world-class quality, attention to detail, and dedication
APPLY HERE:
TPU Chemical Compatibility / Resistance for 3D Printed Parts
The following chart lays out all the testing that was done to prove out TPU’s Chemical Compatibility. This testing was specifically for Lubrizol’s ESTANE® 3D TPU M95A rubber that was printed using an HP MJF 4200 machine.
In order to test each of these Chemicals Compatibility with 3D printed TPU rubber a sample was fully submerged in each chemical for 4 weeks and then removed and evaluated for absorption and tensile strength.
We have received the question of if MEK can be used to clean M95A TPU parts. Yes, it can be used as a cleaning solvent as long as the TPU part is not submerged or soaked in it for a long duration (it will cause the part to swell and degrade). But, if a rag is soaked in MEK that can be used to wipe done the TPU part without issue.
In the world of Additive Manufacturing and 3D printing there are many options for those who need 3D printed rubber parts, but just like most things not all materials are made equal. For example:
HP Multi Jet Fusion (MJF) Rubber parts are great for end use and low volume part production applications
SLArubber parts have some limited end use applications, also good for prototyping parts
CLIP / DLP Can build small rubber parts that are for end use or prototypes
The following is a break down of each of these materials, their physical properties, what they are commonly used for, and what uses should be avoided:
HP MJF Printed Rubber Parts:
The HP MJF process is extremely well suited for producing end use rubber parts in quantities that enable low volume / bridge production of parts at an economically viable cost. This allows for them to be considered against traditional manufacturing solutions for rubber part production like urethane casting or aluminum injection mold tools. Click here for more detailed information on M95A TPU Rubber.
Common end uses HP MJF 3D Printed Rubber Parts:
Flexible parts like tubes, hoses, and ducts
Caster or small rim rubber wheels / tires
Grips for things like bikes, consumer products, and sporting goods
Custom shock absorbers and springs
Flexible lattice structures
All types of rubber or TPU automotive parts (material is strong enough to work on end use parts)
Specialized plugs and connectors for electrical / pneumatic applications
Custom gaskets, seals
Functional and design prototypes
Limitations of this material:
Limited to 95A material hardness
Mechanical Properties
Values
Unit
Test method
Specific Gravity
1.10 - 1.15
-
ASTM D-792
Properties in X
Properties in Z
Hardness (5 sec)
90
90
Shore A
ASTM D-2240
Abrasion Volume Loss
100 (140)
100 (140)
mm3
DIN-53516 / ISO-4649
Tensile Strength
17 (11)
8 (5)
MPa
DIN-53504 / ISO-37
Elongation at Break
400 (180)
90 (30)
%
DIN-53504 / ISO-37
Tear Strength (Die C)
80 (80)
35 (33)
KN/m
ASTM D-624
Flexural Modulus
85
-
MPa
ASTM D-790
Dimensional Accuracy in XY
+/- 1.0
mm
Thermal Properties
Thermal testing is still in the early phases, but this material can be heated to 392F (200C) for over 18 hours without melting (tensile strength will be reduced by 60% from a room temperature sample). When kept at or below 248F (120C) indefinitely there is a negligible effect to both tensile strength and elongation at break. Contact us for more detailed temperature effect data.
SLA rubbers are good for prototyping and some limited end use applications. There are 2 material options for 3D printable rubbers on this type of machine Flexible 80A and Elastic 50A. Both of these materials can be considered for low volume end use applications in room temp indoor environments.
Common uses for SLA 3D Printed Rubber Parts:
Consumer goods prototyping
Soft touch features for robotics
Medical devices and anatomical models
Special effects props and models
Wearables, such as straps
Compressible buttons
Stretchable enclosures and casings
Soft tissue anatomy
Handles, grips, and overmolds
Cushioning, damping, and shock absorption
Seals, gaskets, and masks
Cartilage, tendon, and ligament anatomy
Limitations of this material:
Material is not UV stable and will discolor when overexposed for extended periods of time
Printed bed for this SLA machine is small so parts can’t be that large
Not well suited for use for low volume manufacturing due to high cost
CLIP / DLP rubbers are very durable and great for end use applications. There are 3 different options availableLOCTITE IND402, EPU 40, SIL. They offer a range of durometers and can hold up to very aggressive environments.
Common uses for SLA 3D Printed Rubber Parts:
Consumer products
Functional prototyping
Shoe Insoles
Lattice structures for sportswear
Production parts
Limitations of this material:
Printed bed for these machines are small so parts can’t be that large
Not well suited for use for low volume manufacturing due to high cost
Agilus30 is a superior Rubber-like PolyJet photopolymer ideal for advanced design verification and rapid prototyping. One of the primary benefits over older generation Tango PolyJet materials is over 200% more flex before tearing. Agilus30 accurately simulates the look, feel, and function of Rubber-like products. It is available in harnesses ranging from Shore A values 30-95. Click here for more information on Agilus30.
Common prototype uses for Polyjet 3D Printed Rubber Parts:
Rubber surrounds and over molding
Parts that have living hinges
Wearables and footwear
Soft-touch coatings and nonslip surfaces
Knobs, grips, pulls, handles, gaskets, seals, and hoses
Exhibition and communication models
Simulates injection molded parts with both hard and soft components.
Limitations of this material:
Material is not UV stable and will discolor when overexposed for extended periods of time
Meant to be used only for prototype applications
Not well suited for use for low volume manufacturing due to high cost
This material can not be painted due to a chemical reaction that will harden the rubber
It is recommended not to expose Agilus30 to water for longer than one hour, as this will weaken the material and produce less than desired performance.
FDM TPU 92A Elastomer is a thermoplastic polyurethane material developed to enable the production of durable elastomer parts with additive manufacturing. It has a Shore A hardness of 92 durometer. This material enables prototyping of high functioning, durable, and complex parts. It is possible to produce large thermoplastic polyurethane parts with FDM TPU 92A Elastomer with good tear resistance, fatigue, memory, and recovery associated with elastomeric materials.
Common prototype uses for FDM 3D Printed Rubber Parts:
Door trim & seals
Hoses & tubes
Airducts & bellows
Seals, gaskets, & grommets
Windshield & side glass trim
Console liners & cup holders
Body panel seals & gap hiders
Grips & surface protection covers
Parts requiring living hinges
Dust covers
Limitations of this material:
The parts are not air / vacuum tight
Parts can only be printed with 80% infill and can’t be printed solid or spare
Meant to be used only for prototype applications
Not well suited for use for low volume manufacturing due to high cost
Will swell up to 0.5% when exposed to wet / humid conditions
After much experimentation we determined SLS 3D Printed Rubber parts to be totally inferior to the other options we offer that are listed above.
The major downsides we found were:
Low resolution / poor detail / bad accuracy.
Very limited build z height (parts tend to warp and twist in tall builds).
Parts are not air / vacuum tight.
Parts tend to break down / crack / flake apart when flexed.
For these reasons we no longer offer this option to our customers. If you are dead set on getting and SLS rubber part feel free to reach out to us and we would be happy to refer you to another service bureau who could help you out with this.